spent21
Well-known member
what are you working on, Abeo?

what are you working on, Abeo?
I did some tig welding last weekend on the swing out door bars for my 69 mach one. Been years since I've used a tig, but I suppose it's like riding a bike. The tungsten was moving so much I thought I might have Parkinsons disease. Half my life ago at age 29, I could lay down a nice bead, but I can live with these. I used my brother's Miller syncrowave 200 as I sold my last tig, a new Miller Syncrowave 180, which I never used back in 2010. I bought my first tig back in 1995. It was a used Linde 305, too big for my needs but couldn't complain for $400. I've been searching for a used machine as I sure do miss having a tig.



Nice work. I shake with a 35mm camera. The brain just needs a little retraining.
I got a small job from a tech company that wanted boxes to mount on their scooters to carry their iPads and such.

Can I throw out a little hint...?
With that gauge of aluminum, do your joint style without any "filler rod" and some more "heat." Either, "preheat", or the "dial."
Congrats, of the "Piece Work" job.
Fusion welding aluminum usually ends up pretty poorly, especially outside corner joints. Do you have any pics where you have done this?
Lucky *** birds.

For piece work such as that for a paying client, I agree Rhyno. You want a more 'finished' professional edge.
That said you could of obviously ground it down and put a small bevel on the edge for a very nice looking piece.
Here's a cast aluminum repair i did a while back. don't do a lot of aluminum, so i was pretty happy with this.
I agree about it looking professional but I disagree about the method. I don't think fusion welding is ever the answer except maybe for tacks. But I find it almost impossible to weld aluminum without filler with no cracks in the weld.
") I do agree with you in this instance though. A fused weld for those corner joints is a cluster and not good practice.
I do agree with you in this instance though. A fused weld for those corner joints is a cluster and not good practice.There are many orbital welds on tubing that would disagree with your stance on fused welds.
I agree ... it's hard to get a good looking fusion weld on a right angle corner joint. By putting a radius on each sheet and hammer welding the joint together you can get a good finish without using filler rod. Of course in the case of Robert Hall's client they may not have wanted a radiused corner.There are many orbital welds on tubing that would disagree with your stance on fused welds.
I agree ... it's hard to get a good looking fusion weld on a right angle corner joint. By putting a radius on each sheet and hammer welding the joint together you can get a good finish without using filler rod. Of course in the case of Robert Hall's client they may not have wanted a radiused corner.
This is steel (vs. aluminum) but I hope it shows that corners can be radiused and hammer welded with good results. I used no filler rod in this and the weld is along the crown of the radius ...
View media item 40719
View media item 40720
This is steel (vs. aluminum) but I hope it shows that corners can be radiused and hammer welded with good results. I used no filler rod in this and the weld is along the crown of the radius ...

I think my post was clear that I wasn't trying to compare aluminum and steel welding. I know they are quite different - steel is easier. My point was to show how radiusing the edges makes it easier to fusion weld a corner than to do it at right angles, especially with thinner gauge material. Assuming you have access to the back side it's easier to planish a radius than a corner and make it look better.Fusion welding of aluminum, especially manually is an entirely different animal than steel or other ferrous alloys.
Please do this with aluminum of the same thickness and post results.
That looks great.Finished welding and painting the first of nine frames to replace the warehouse style shelving frames of some Rousseau cabinets I have in my shop. Just need to finish the cabinet that will be inserted in the top section.
 By "nine" frames do you mean you have 9 Rousseau cabinets? Those are great quality cabinets.
By "nine" frames do you mean you have 9 Rousseau cabinets? Those are great quality cabinets.That looks great.
.... when gas welding aluminium it is important to have good welds so that you don't get flux inclusion, if the weld is undercut or has holes or imperfections flux can be trapped in the weld and cause problems with corrosion and problems with the paint later.
There is not that much build on the weld and it sands down very easily. If you look at the panel you will see that there is almost no distortion so it does not take too much dressing to smooth the joint. This is the welding process is showed on the DVD.
When welding steel it is a different thing, distortion is more a problem so the way I show for steel helps to keep the distortion to a minimum.
It's less work to dress out a weld on a panel like this than to do loads of shrinks by hand and have to dress out the resulting damage and distortion. If you don't put the marks in you don't have to planish for hours to get them out. I put all the joint in the same places as they were on the original panel.
David
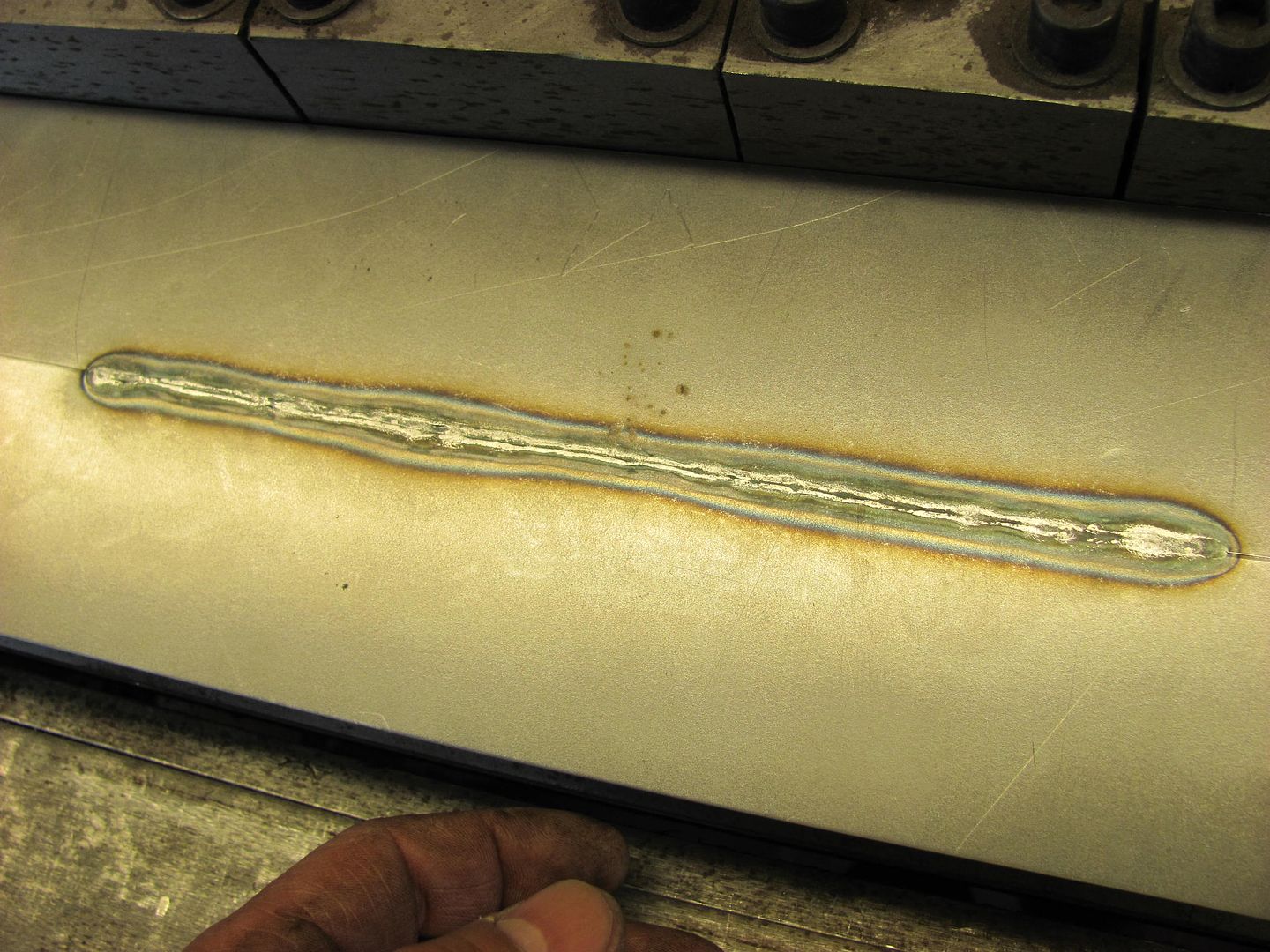
Some practice at fusion welding using the Tig, here's the front showing some slight undercutting..
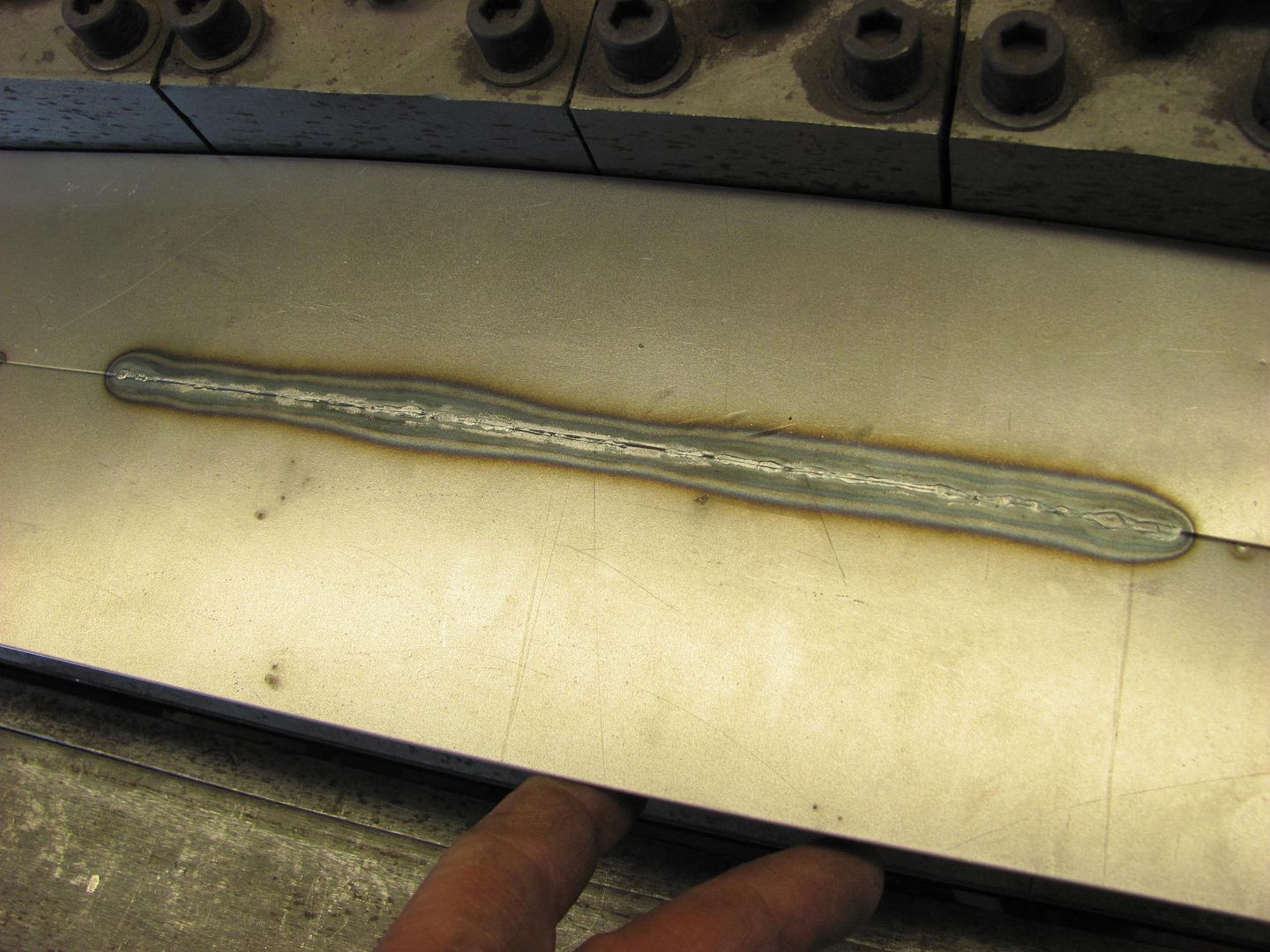
The rear side shows some good weld penetration in some areas and needs more practice in others..
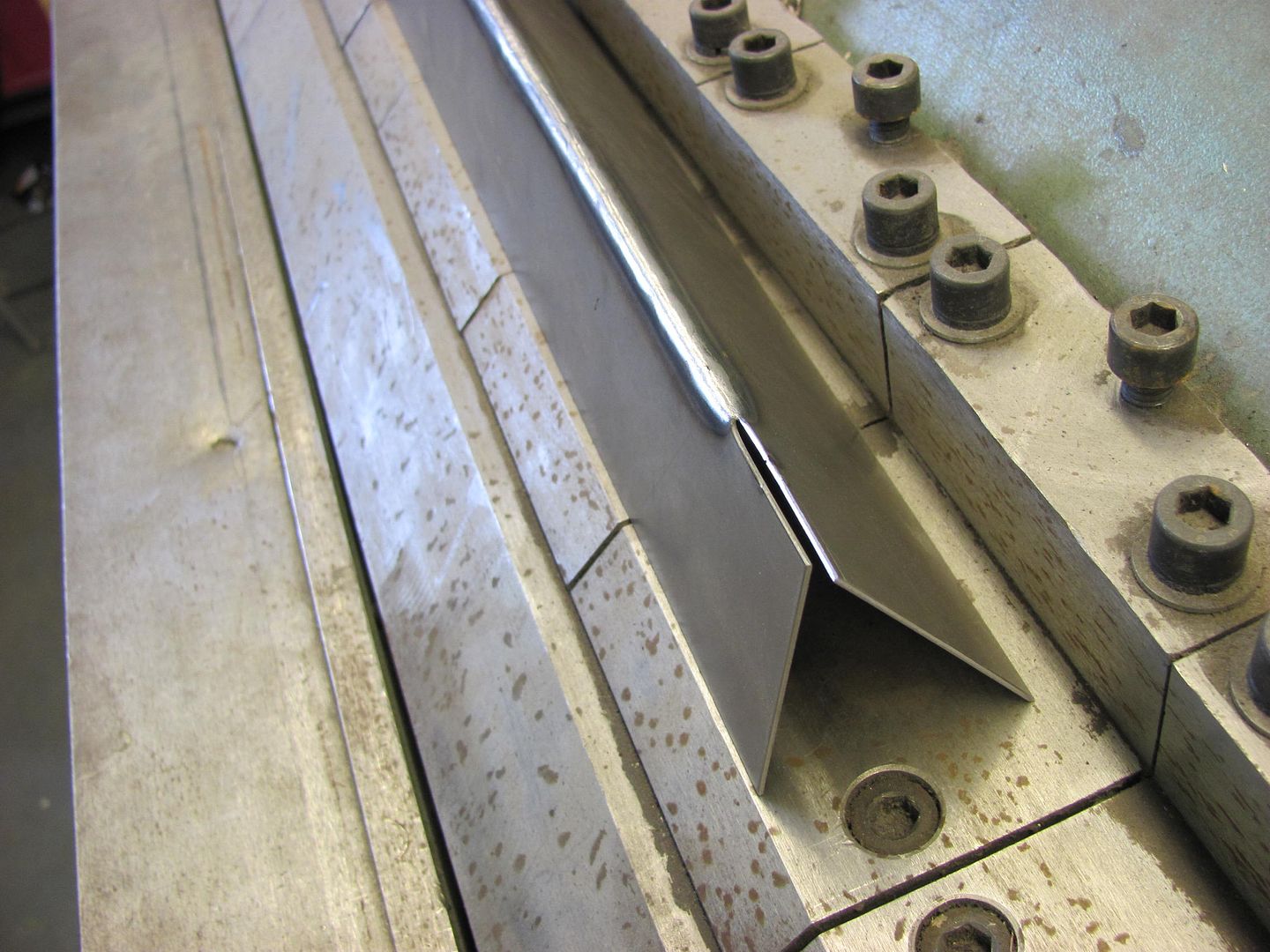
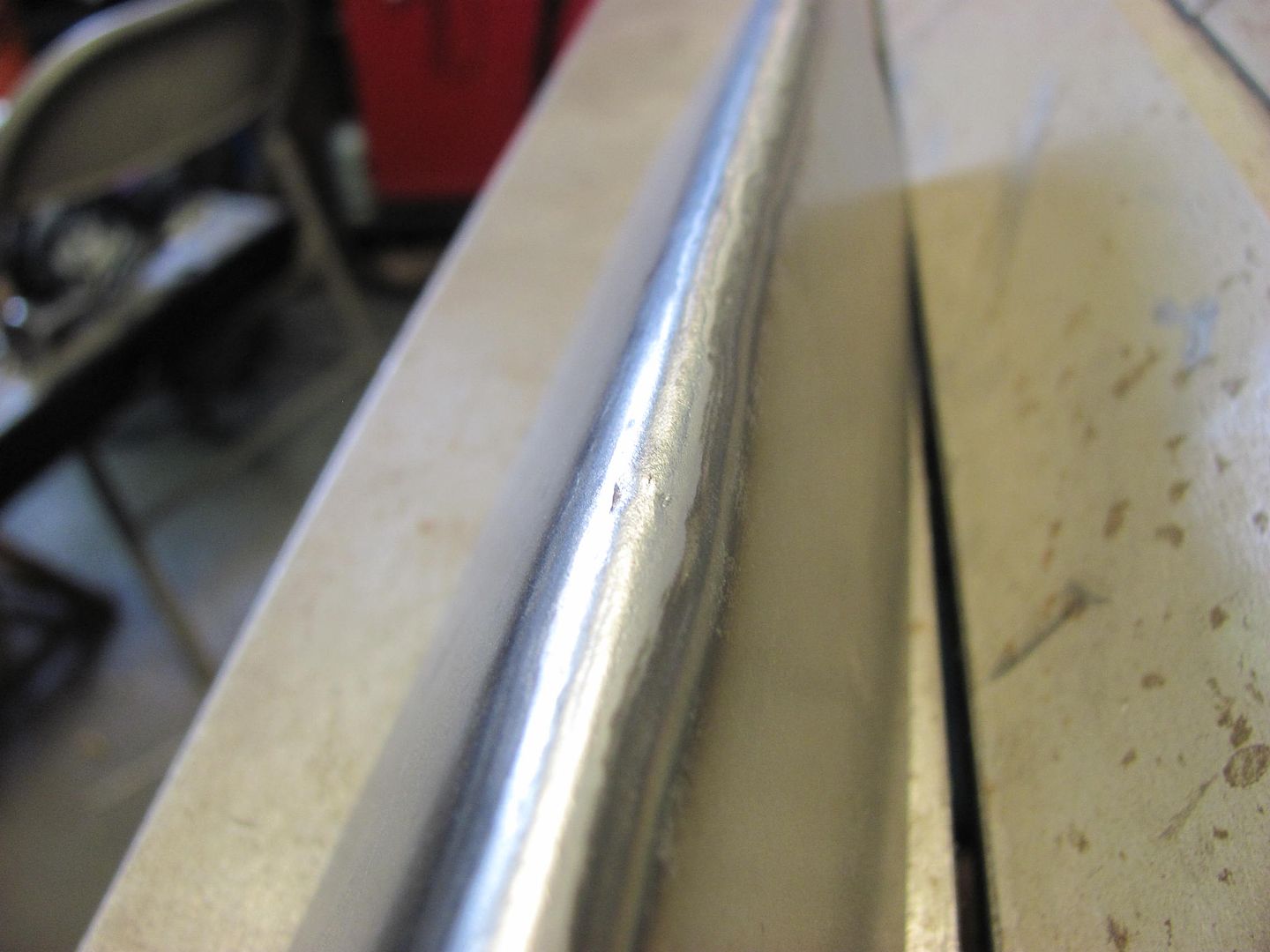
Just to show that slight undercutting on fusion welding was not an issue in the joint's strength, the seam was clamped in the apron brake and bent to 135 degrees, with no detriment to the weld..
That's a good dealCorrecr, I have 9 cabinets and they are excellent quality. You Canadians must be keeping the quality of these a secret as i was able to buy all nine at auction for what most people pay for one Lista!
I am changing to welded frames so that they are more rigid than the warehouse racks and so that I can add some leveling feet and doors to keep things hidden to get a cleaner look.
 and a good idea to make sturdier frames. Let us know when you're done. I'd like to see the final product!
and a good idea to make sturdier frames. Let us know when you're done. I'd like to see the final product!here's a stainless exhaust I made for a friend/co-worker about 2 months ago







here's a stainless exhaust I made for a friend/co-worker about 2 months ago




here's a stainless exhaust I made for a friend/co-worker about 2 months ago

