893cv
Well-known member
Does anyone know about this vise? I am looking at one for $100 and need to know if it a good deal!



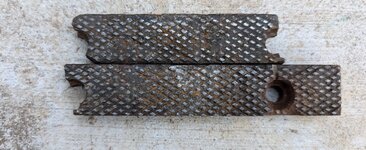
Or better yet - get a set of these https://www.mcmaster.com/3385A17/, then get some aluminum bar and make jaws that will fit the vise.I just picked up a Taskmaster-6 for nearly free. The catch: it clearly needs new jaws.
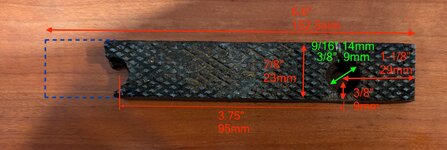
Any ideas where to find jaws? They are 6 x 7/8 x 1/2 (not unusual), but the screw holes are approx 1/16" off-center and 3-3/4" apart. I can't find a source jaws of this configuration.
Unfortunately, most sources don't show the hole location dimensions (or any dimensions at all).
Or, maybe I should drill and tap new mounting holes for common jaws?
Semi-agree. I thought about that, also. And, that's what I'll do if it comes to that. Maybe mild-steel instead of aluminum.Or better yet - get a set of these https://www.mcmaster.com/3385A17/, then get some aluminum bar and make jaws that will fit the vise.
Everybody thinks they need hardened and serrated - I suppose because that's what was original. But if you do some searching on the forum here, you'll find numerous examples of people that use their vises everyday and prefer soft jaws. I have four Wiltons - a mechanics vise, two tradesman, and a machinist, and I replaced the jaws on each one with aluminum. If the vise is good and the jaws meet nicely, I don't think you need the serrations. And when you want to clamp something you don't want marred, you'll be glad. If you insist on hardened and serrated, I think you'll be searching for a long time.Semi-agree. I thought about that, also. And, that's what I'll do if it comes to that. Maybe mild-steel instead of aluminum.
But, this is a pretty solid vise. I'd rather have a pair of serrated hardened jaw plates. ... Still searching.
Hundreds of companies and thousands of differnt models over closing on 200 years? Most of the companies no longer exist? Gee, I can't imagine why it's difficult...Why is it so hard to find dimensions and mounting hole location data for jaw inserts?
Ummm... really??Hundreds of companies and thousands of differnt models over closing on 200 years? Most of the companies no longer exist? Gee, I can't imagine why it's difficult...
")
I feel your pain, bro'.Ummm... really??
If a current mfg/vendor makes/sells jaw inserts, why can't they make the dimensions available? Most only indicate the particular vise for which it is a replacement part. I'm not seeking info for NLA stuff (why would I?).
McMaster-Carr does a pretty good job for the Wilton and Yost that they carry (although a few numbers seem incorrect). Other than that, it's pretty rare to find any specs.
So I'll agree with your last text sentence, but without sarcasm. Why is that difficult?
They wanted the customer to buy new jaw inserts from the manufacturer, or a dealer, since the profit margins were probably way better on just jaw inserts.Why is it so hard?
They wanted you to buy a whole new vise.
If I do, it'll be just a wire-wheel prep and rattle-can spray. It's just a working vise.