Something beginners seem to struggle with is the "rules of TIG welding". There is no such thing. There is what works and what doesn't work. People get confused thinking there are hard and fast ways to prep your tungsten, clean your metal, set your machine, ect. They are, for the most part, suggestions. Each scenario is different, and will require different prep, gas flow, cup size, tungsten point shape, ect.
As a professional welder, here is what I would recommend for 1/8 sheet alum. I assume you are using 3003 alloy, which is the most common in the sheet metal world. Some grades used in aircraft production are of the unweldable variety, so be aware. I would set my machine at 150 amps, with a balanced arc, leaning toward the penetration side (electrode positive). If you have an inverter, I would run my frequency fairly high, perhaps start at around 120hz and adjust as needed.
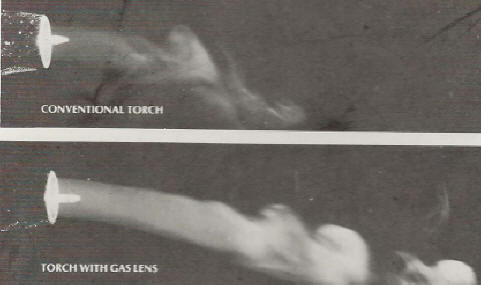
I would personally use a #20 watercooled torch with a 3/32" ceriated or thoriated tungsten. I would run a gas lens setup with a #8 cup. Cups are numbered in 1/16th inch increments in opening size, so a #8 cup would have a 8/16" oriface, or 1/2". Run 20 CFH on your flow rate. Pure argon would work fine for thinner aluminum, but when you need to squeeze a bit more heat out of your arc, you can run a blend of argon and helium. The helium runs a tad hotter, so you can get get around preheating some things this way.
Grind a taper 2:1 on your tungsten. 2 times the diameter. Don't bother balling up your tungsten. If you have an inverter, it will keep it's point and allow you better arc control. If you have a transformer, it will take it's own shape after a few beads. I avoid pure tungsten. It loses it's stability at high amperage and won't work for other metals. I've never had an issue with ceriated (orange band), thoriated (red band) or lanthanated (yellow band). Point shape is not as critical as its made out to be. Pretty much any shape will weld, as long as its not severely contaminated. 2:1 just is a pretty optimal universally acceptable shape.
Don't stress too much about cleaning your aluminum. Obvious grease, dirt, powder coat, paint, ect would need to be removed. But, if your metal is clean from the mill, don't waste your time wiping with solvents, and scrubbing. Aluminum oxide is not removed by any common solvents, and the electrode positive side of the AC arc removes most of the oxide layer. I very seldom have to prep extruded tubing or rolled sheets. I just light up and weld. If you have an abnormally thick oxide layer or its giving you greif, lightly sand it with a 2" roloc scotchbrite prep pad on a die grinder. This will break the oxide layer and not grind away the base metal.
Above all, there is no way to be good at welding without practice. Arc-on time is the only way to get better. These tips are how I would proceed if it was me welding, but there are many other setups that would work just as well. As I said, there is only what works, and what doesn't work. Good luck!