One of the remaining 'holes' I need to fill on the CNC is what spindle to use. It is really popular in the west right now to use Chinese high speed 3-phase AC spindles running off of a VFD, and it seems like a good solution, but they are not common here in Japan. There are extremely high end and small spindles, like the one used in the
Pocket NC V2-50 5-Axis micro-CNC, but I've been unable to find anything larger. Conventional milling machines typically use a fixed spindle motor, so a big heavy induction motor is very cost effective, but a poor choice for a modern gantry design like I'm building. The entry level solution is just using a router body, which is actually pretty effective. And the most hacker approach is using brushless DC motors intended for RC aircraft/boats with open source controllers (an interesting variant I've recently seen is using a cordless BLDC trim router with a big external DC power supply.) As I've been trying to source used or surplus components, and the fact that there haven't been markets for these kind of parts, there is really nothing available here new or used.
So when I saw this oddity show up at a shop in the far northern Island of Hokkaido at $50, I thought it was worth the chance. I couldn't tell much about it from the pictures or the description (it was clear they had no idea what it was) but I suspected (and still do) that it was a Wire EDM (Electric Discharge Machining) drill head, made from domestically sourced parts, likely by a smaller manufacturer. EDM uses a high voltage sacrificial brass or carbon 'tool' in a non-conductive bath to basically precisely erode conductive metals, they either use a continuously moving wire (Wire EDM) to
slice through metal, or they can plunge a shaped die or rod to create a precisely shaped pocket or hole. I suspected this device was used in EDM because the motor and belt were so undersized and there was a conspicuous conductive shoe at the top of the spindle. But what made this special to me was that the spindle part looked ridiculously overbuilt for the application, like the manufacturer needed something
off the shelf and the only thing available at the time in this size range was intended for a much harder life.
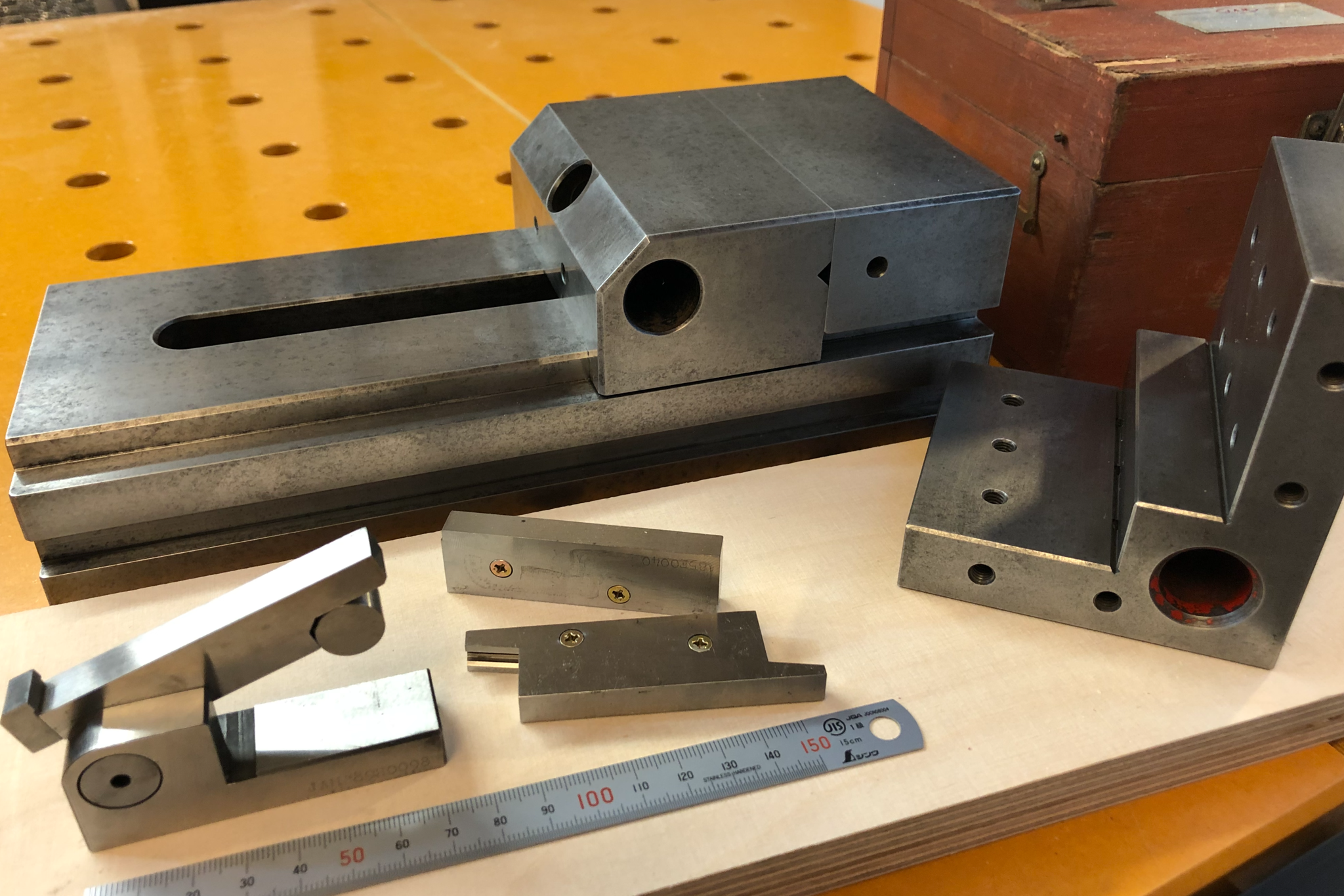
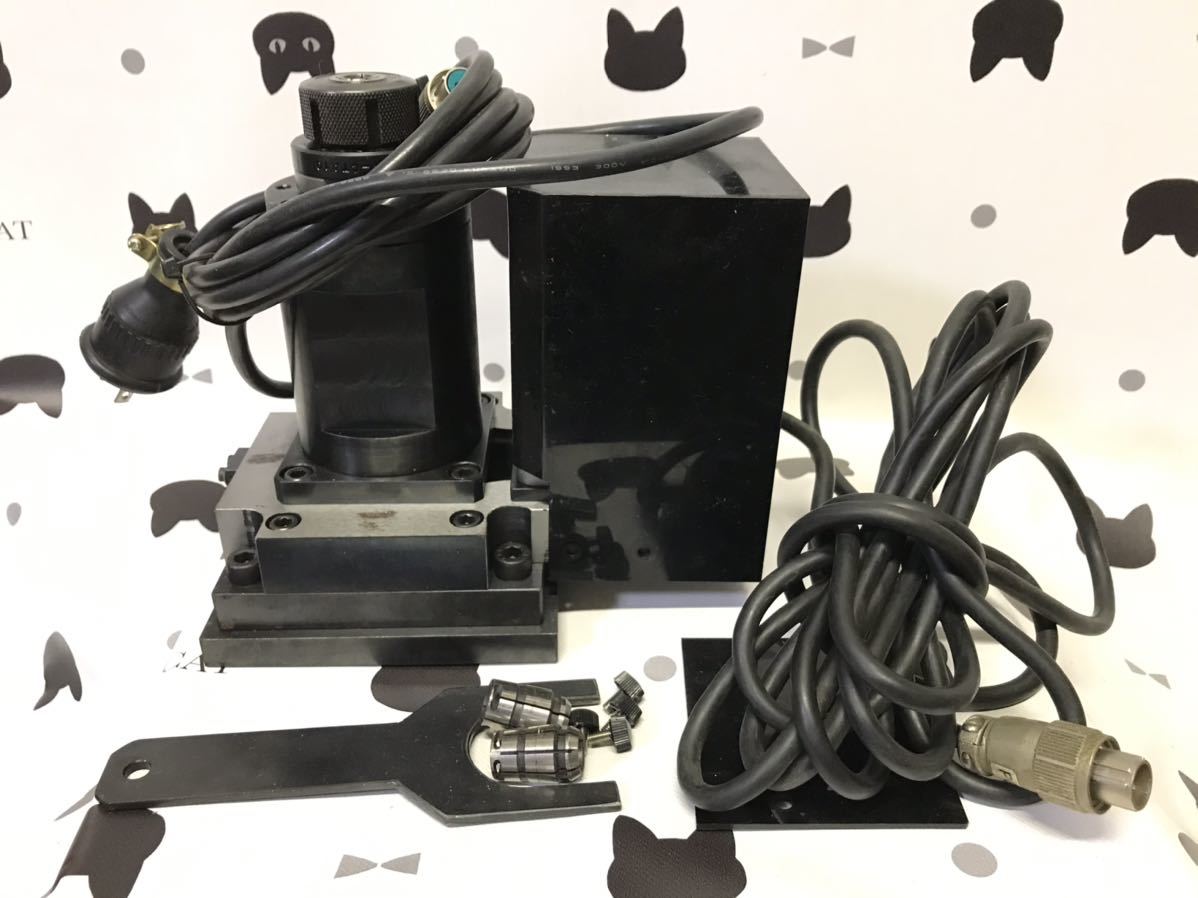
The only thing I knew was it used a Mizoguchi C10 collet system, a very rare but still supported collet chuck that can support 2.5mm - 10mm tooling. It came in a beefy wooden box (I'm a sucker for those as you all know by now) and used a tiny 60 watt DC brushed motor. I couldn't see the drive belt, and based on the lack of any controller and the "power cord" having a 110V plug on the end

, I was pretty sure the motor was going to be toast.
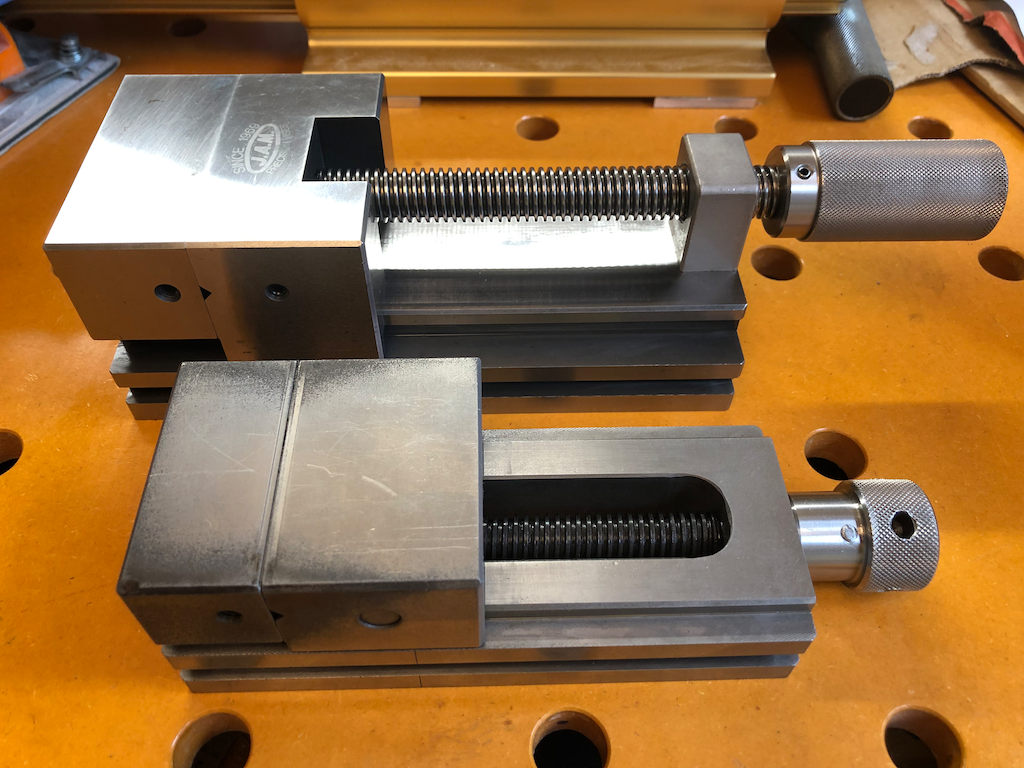
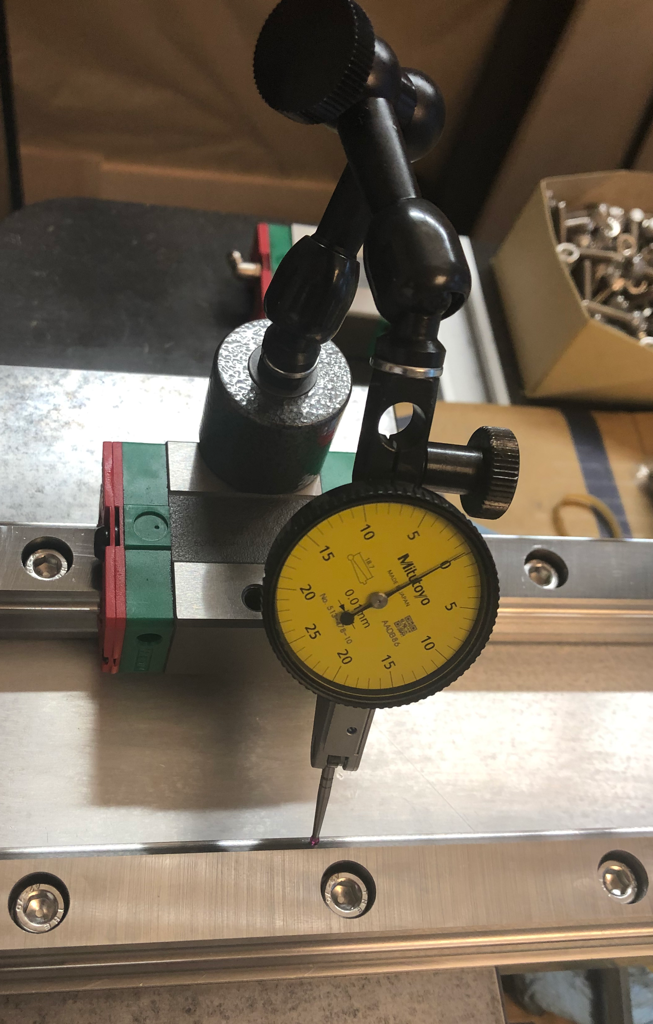
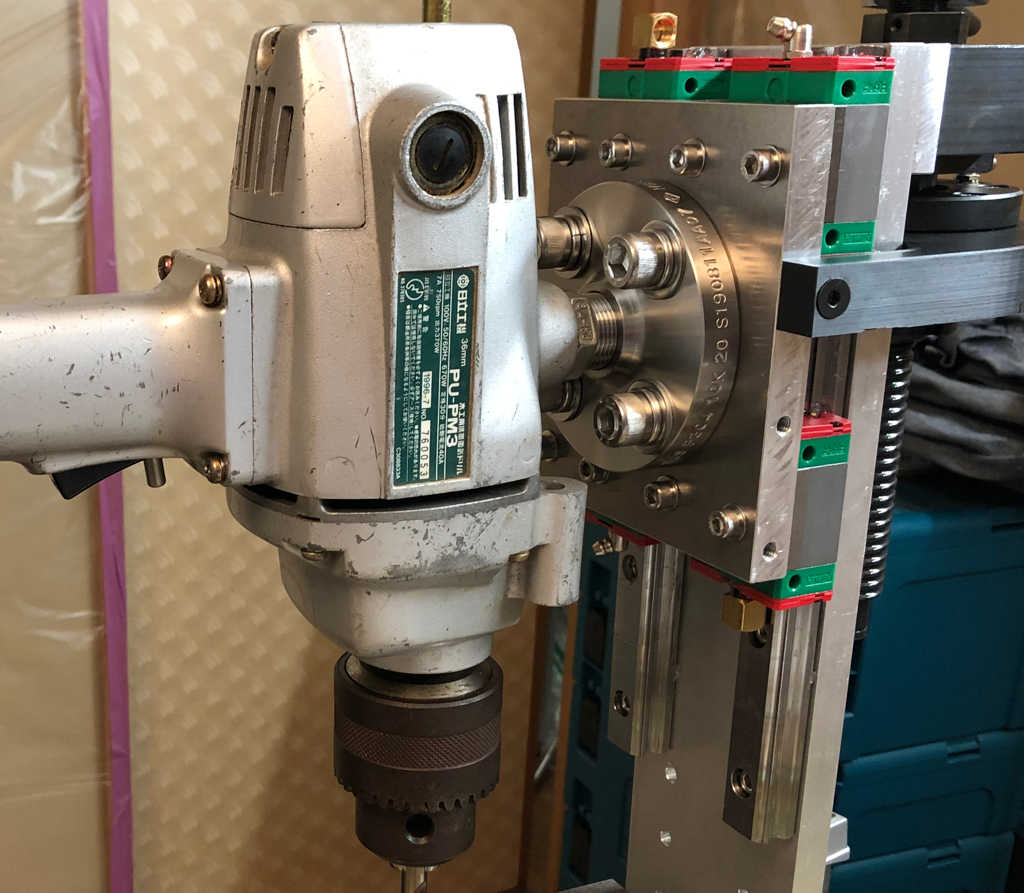
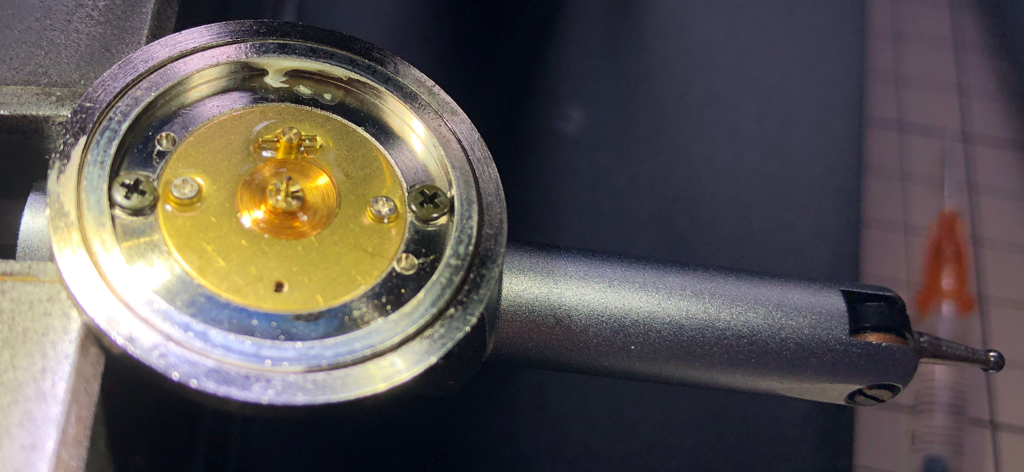
When the unit arrived, I was really pleased with the size and the solidity of the compact unit. It was all machined out of steel and well designed, it was a dense lump of goodness. The motor didn't smell of dead pixies, and a quick impedance test looked sane, so I hooked it up to one of my trusty Agilent DC lab power supplies and gave it a bit-o-juice. It spun right up, but the distinctive grumble of bad bearings told the sad story of why this little guy got abandoned at some second hand shop in the middle of nowhere... grabbing the poor tyke by the chuck I could slop it around at least a few millimeters, not good.
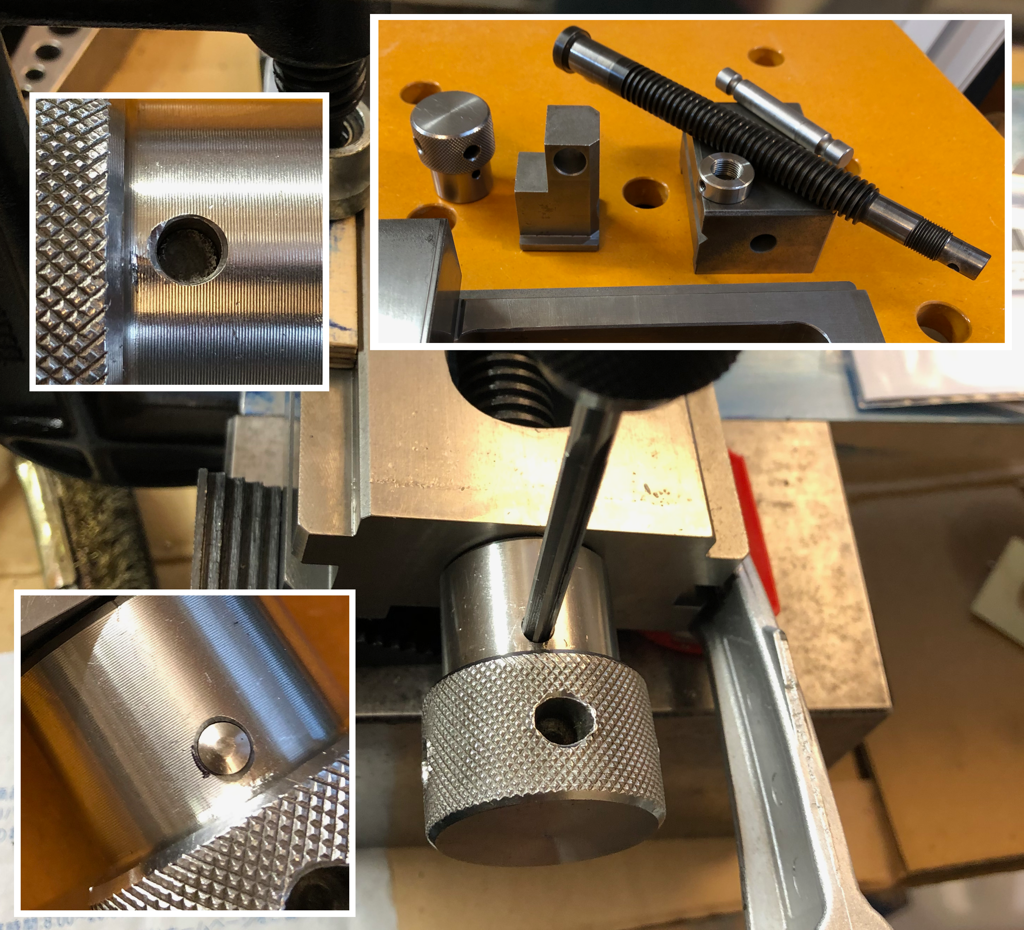
One of the great things about paying so little for stuff is it lowers the barrier to, "Let's see if we can fix this" which has always been pretty low for me. But what I do know about rebuilding spindles is that it is really easy to bork them hard, and it is not really something for the home player. But $50 right? It was hosed anyway... The first step was to identify the existing bearings, so I started the surgery. I was hoping to see at least a pair of angular contact bearings, the spindle shaft came out pretty easily, but the bearings looked like they were going to be a challenge. The front bearing was sandwiched between a front plate and the spindle body, removing the front plate left the bearing half exposed, but the outer race was blind set with no way to get behind it to pull it. The rear one seemed even worse, it was deeply inset into the spindle housing, and again it didn't seem like one could access the outer race to press it out. I could see the markings were both inward facing, but readable.
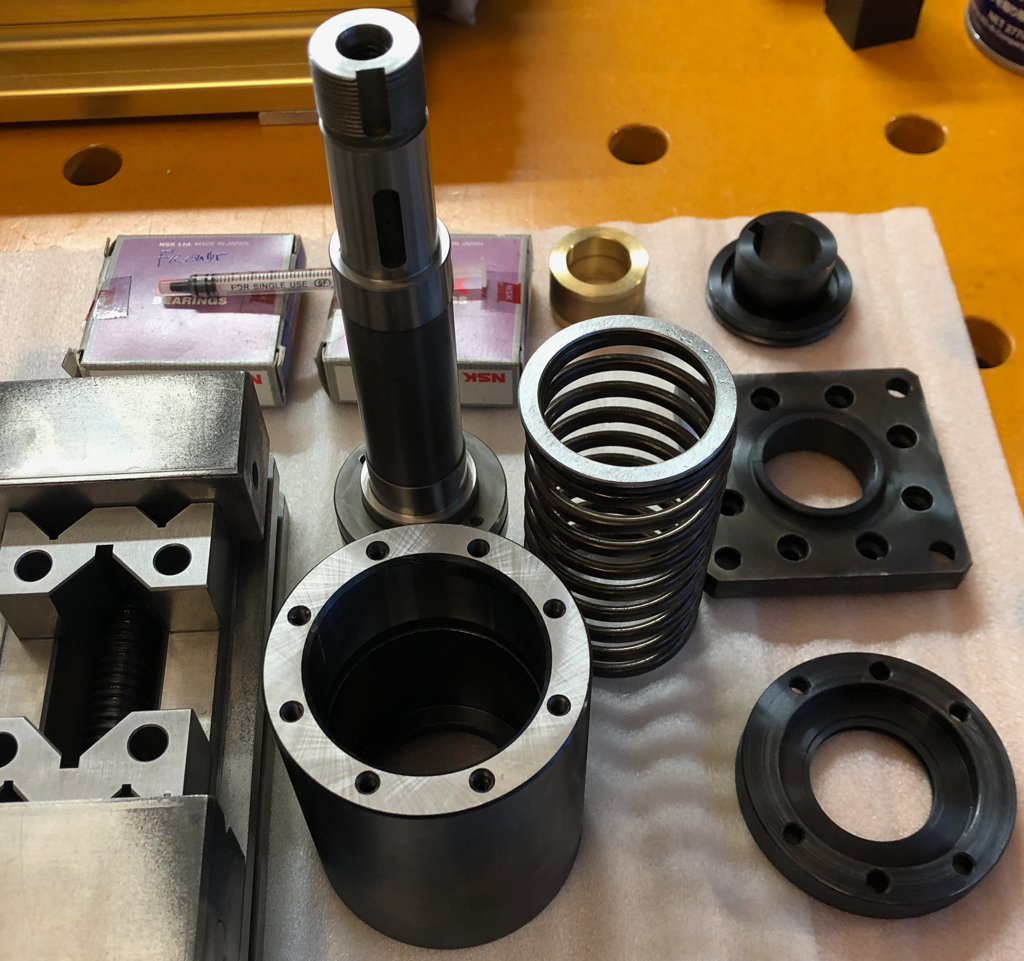
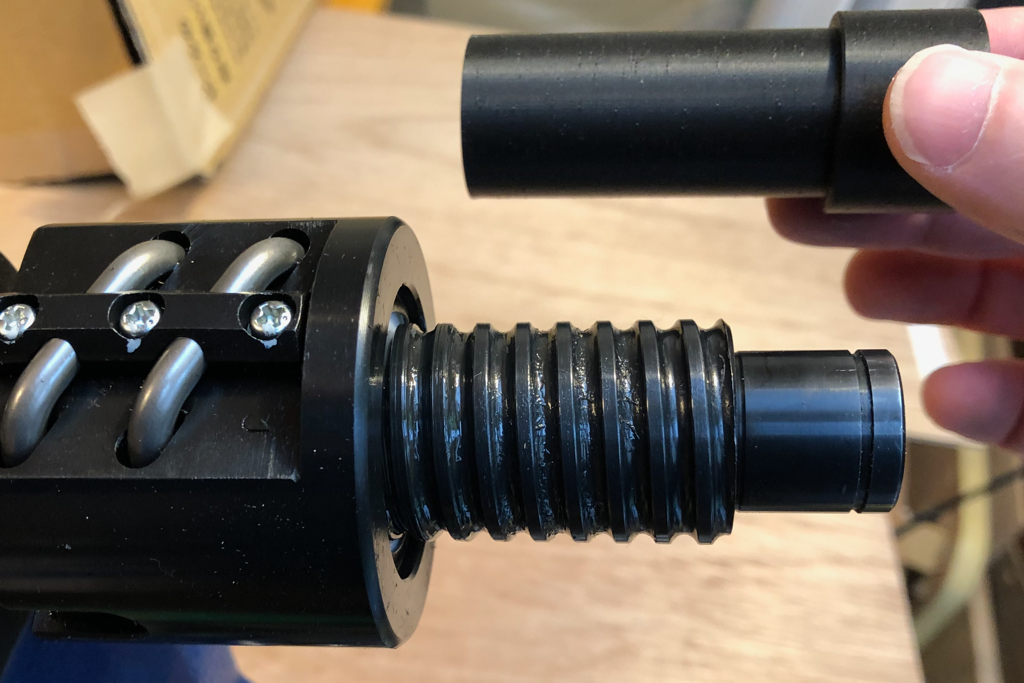
The inside wall of the spindle seemed to have this deep rounded threading, I was confused about the purpose of it thinking that maybe there was some kind of nut threaded on the inside that supported the rear bearing, but poking it with my fingers trying to grok its purpose led to quite a surprise when it moved! It was a giant spring in there... Now that was really odd, time to break out the Google who promptly informed me that this was a known design methodology that allowed for constant preload under high heat conditions for high speed spindles. It meant that the rear bearing was just interference fit and I should be able to gently tap it out with a brass rod inserted through the front bearing opening. It came right out along with the thick spring and a thin spacer. This left me with the front bearing, which now that the rest of the spindle was disassembled was clearly inaccessible from the back due to the lip it seated against blocking any chance of reaching the outer race.
The bearing was shot anyway, so I tried to tap it out using the inner race, but the wear made it even easier to just puke its bearings all over the floor, time for a plan B. The good thing was there was a few mm protruding from the housing, but none of my various pliers or vices could get an effective grip, or get it to budge at all. I told
Nailmaker to "shut the eff up", and went to the biggest hammer in Mickey's Toolbox, the
dremel, a Proxxon flavored one, and ground slots around the edge to get some purchase for the blade of a screwdriver. I gently worked my way around the edge and finally got it pulled.
(Removed and reassembled)
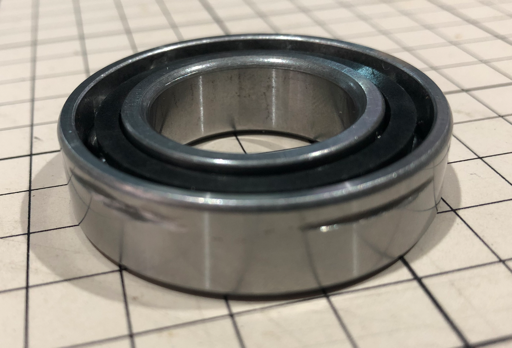
The bearings were 7005 P5 angular contact bearings. P5 is the lowest grade to still be considered
precision, but still likely overkill for what it was doing. My favorite surplus shop had one pair for sale for $20, they arrived the next day, now the real preparation was to begin. The reason I was psyching myself up so much was I had seen several spindle rebuilds by my YouTube Guru's and I knew there was a lot more to it than it seemed. I also didn't have one of the key tools, a (hydraulic) Press, so I was going to be very dependant on luck and thermal manipulation.
I had the bearings, but I didn't have the special
high speed bearing grease that is required to make these bearings last for any useful amount of time. The go-to grease for high speed spindle bearings is German
Klueber Isoflex NBU 15 but the smallest amount I could find domestically was 400 grams for about $200, which wasn't going to work for me. A lot of research brought me to a domestic product,
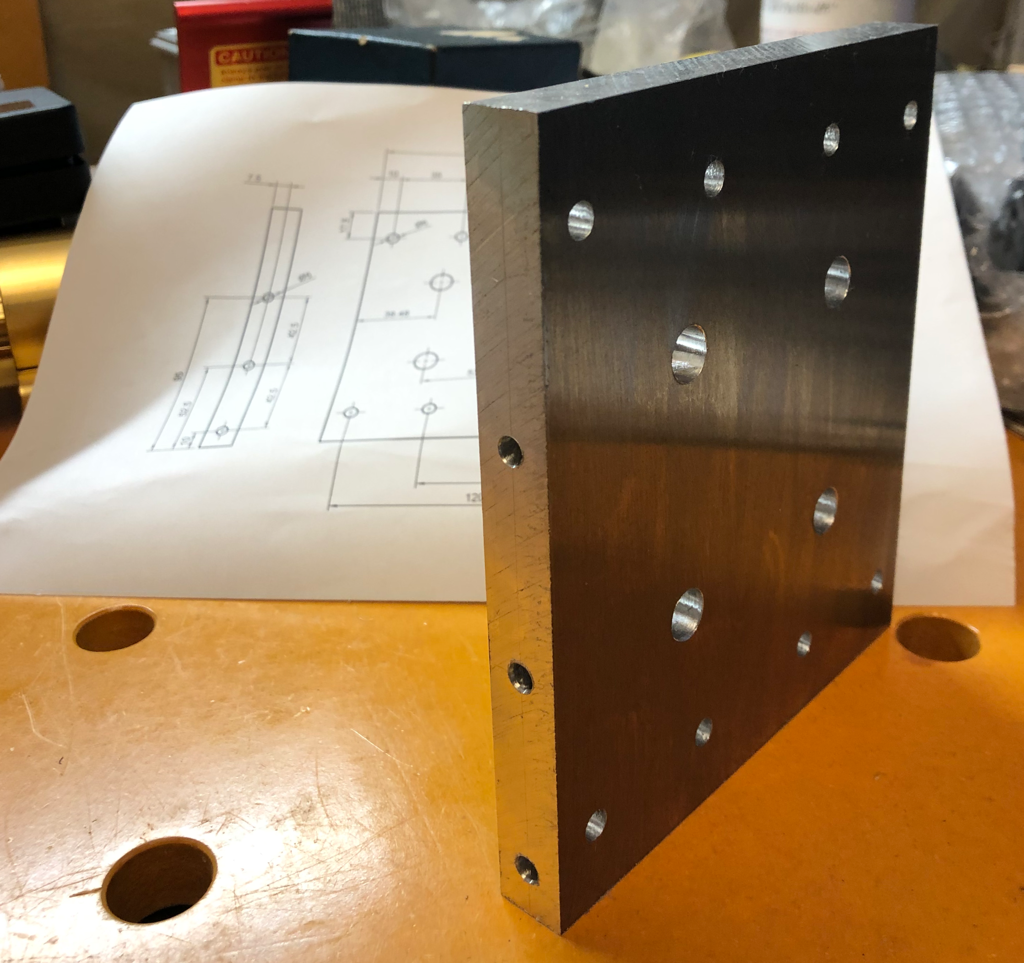
Sumitec SG 402 that I could get in a reasonable 80g tube for under $30. I had to do all the calculations for the precise amount to pack in each bearing based on expected speeds and loads (3.5ml/ea.) and carefully applied it to the bearings inside a fresh plastic bag to keep it as clean as possible.
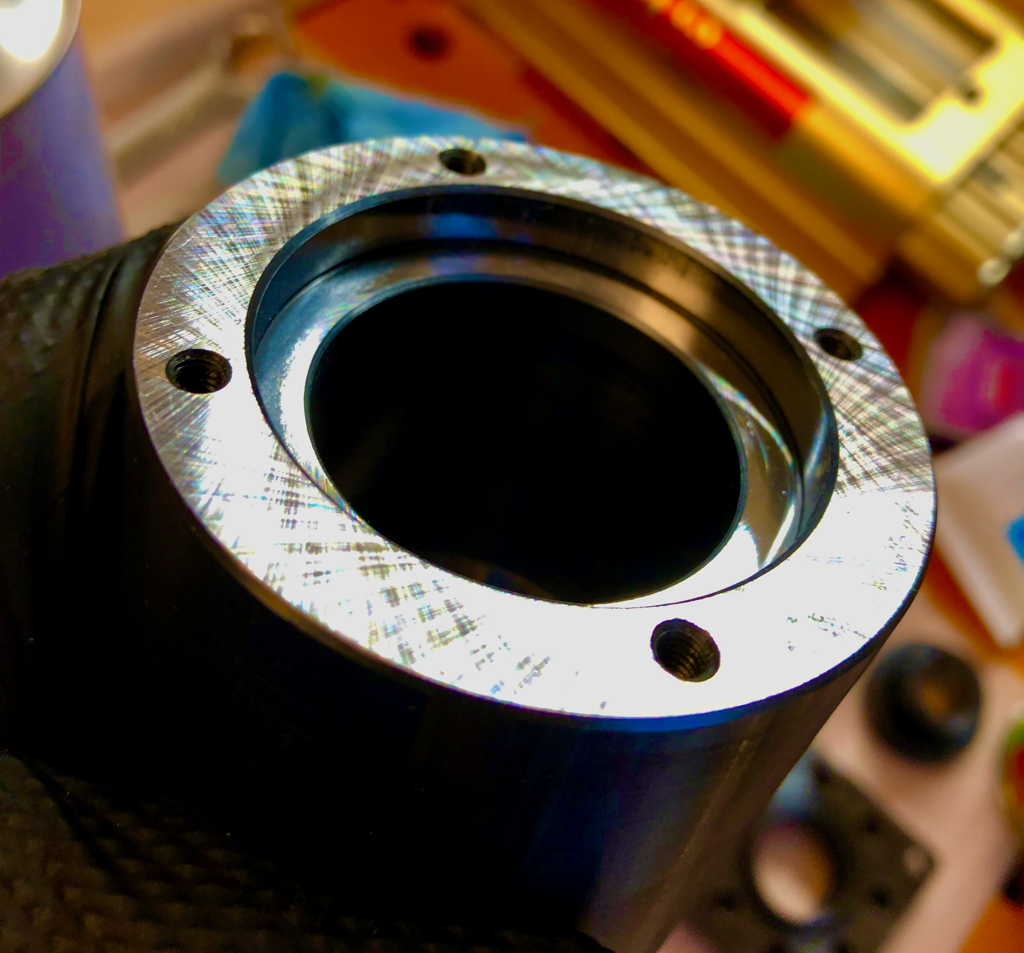
Next I carefully cleaned all the parts, gently wrapped the main housing and front plate in aluminum foil and put them in my toaster oven set at 120C. The front bearing and the spindle shaft were wrapped in plastic film and went into a cooler with some dry ice. I had a big plastic bag I inflated and put a ton of desiccant into.
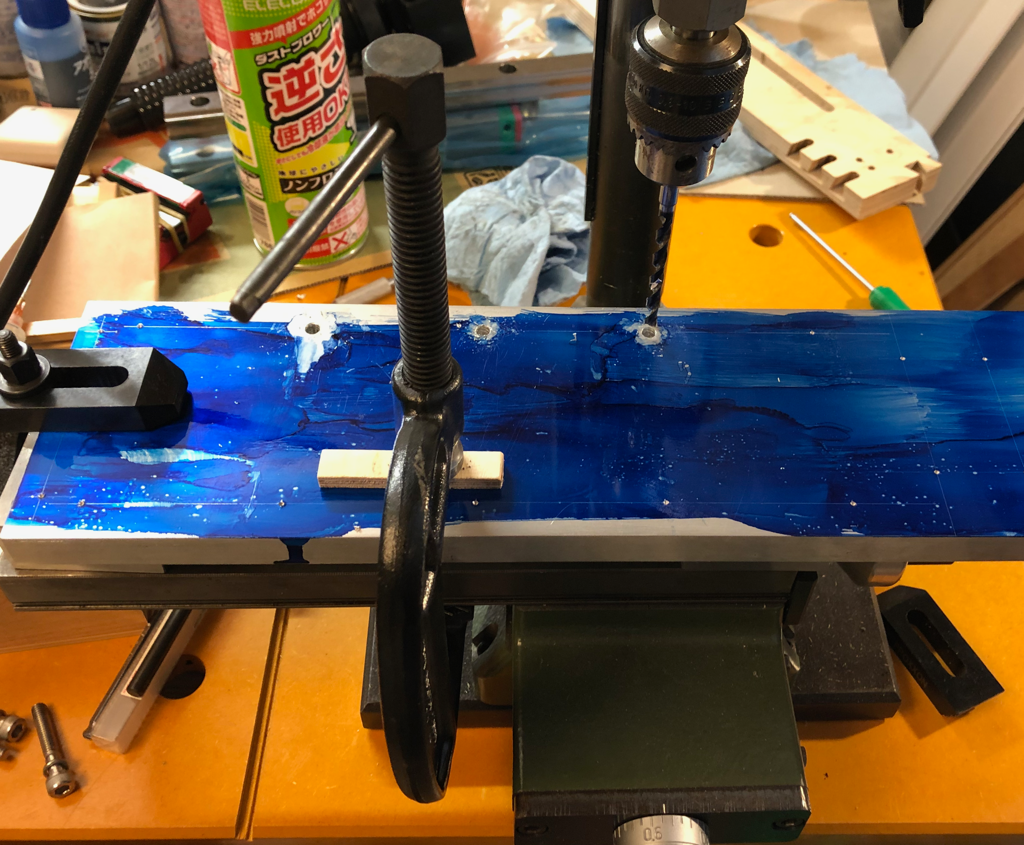
(That crosshatch ground surface is love at first sight...)
With the housing expanded by the heat and the bearing shrunk by the cold, I could place them in the bag full of dessicant (to keep ice from quickly forming on the cold bearing) and unwrapped the bearing and plopped it easily into the housing, with the top plate quickly following. Then that assembly was put back into the oven to warm up the bearing too, and I repeated the procedure, inserting the spindle shaft into the front bearing.
With the shaft still cold and the outer housing too hot to touch without my welding gloves, I inserted the spring and the spacer and then placed the rear bearing (at room temperature) over the cold shaft and using the rear nut and a shim I started seating the bearing into the housing. All of this had to happen quickly, I was fighting the temps rapidly converging towards room temperature and didn't want to get anything placed in the wrong position, a cocked bearing that then has the shaft expand is nightmare fuel. Looking at everything proceeding exactly as planned I notice
7005 on the rear bearing and a cold chill fills my heart. I was sure I placed it in correctly, these angular contact bearings have a front and a back and they put all the makings on one side to make sure you orient them correctly, but here was
7005 sitting there staring me in the face, and the shaft was warming up, and the body was cooling down. Panic set in.
















 Really lucky with my finds recently.
Really lucky with my finds recently.