OP
lilscorpion
Well-known member
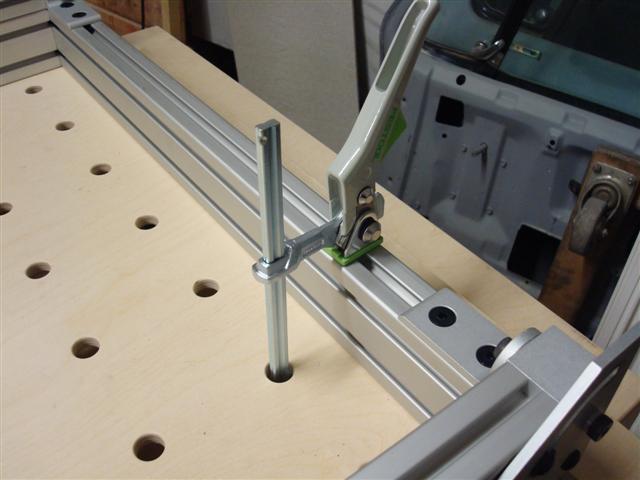
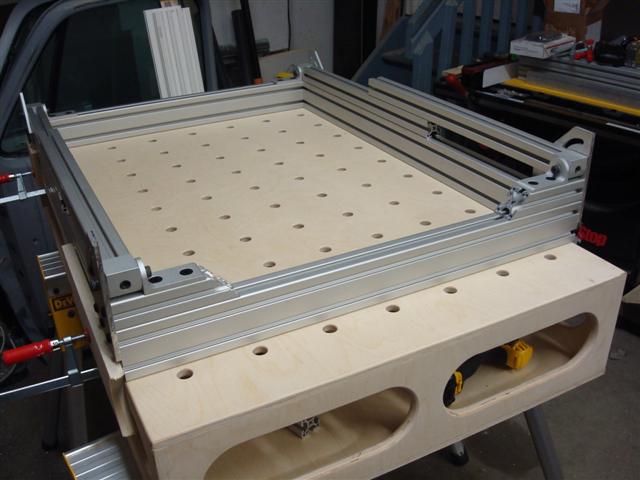
Work has been crazy which causes progress to be slow. It's making a project that should reasonably take 4 - 8 hours turn into one that lasts for weeks. Not having all of the parts here ready to go when I need them isn't helping. With the time I had today I swapped out the shorter brackets with the new pair I made which were designed to allow the legs, when folded, to stack nicely on top of the other legs. Now they nicely stack with no interference like I'd hoped.


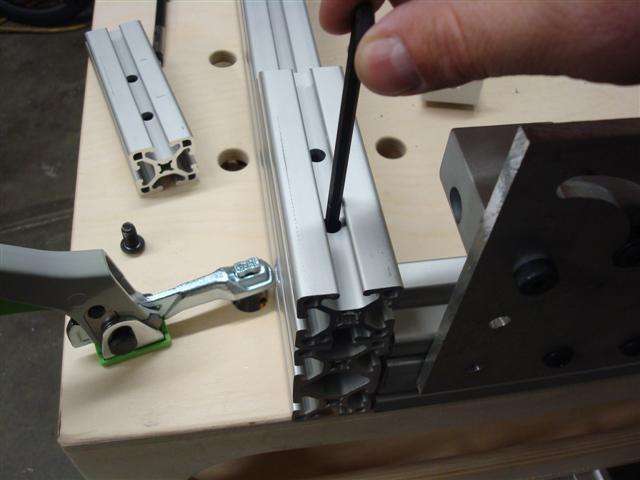
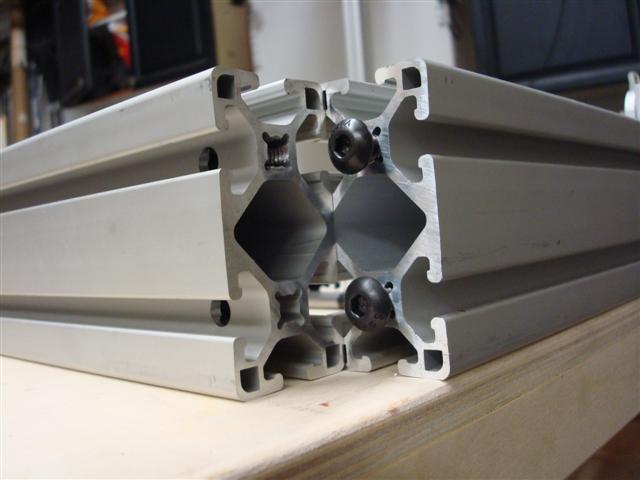
The new pivot block supports arrived this week so now I can finish the inner attachments for the legs. The offset of the bushing center is only 3/4-inch and are specifically designed to work the outer plates on the 15 series extrusions.

Very little work is necessary to take everything apart and slide the new brackets in. That's a nice feature of the extrusion design.

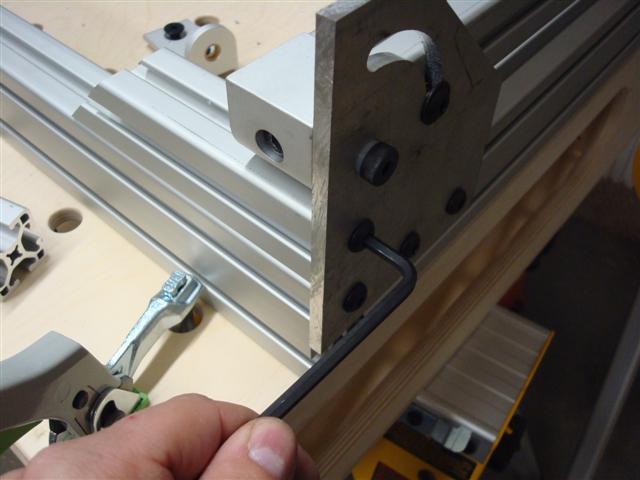
Now two of the four legs are fully attached and ready to support a load. With this end finished, it's time to shift my focus back to the other end again.

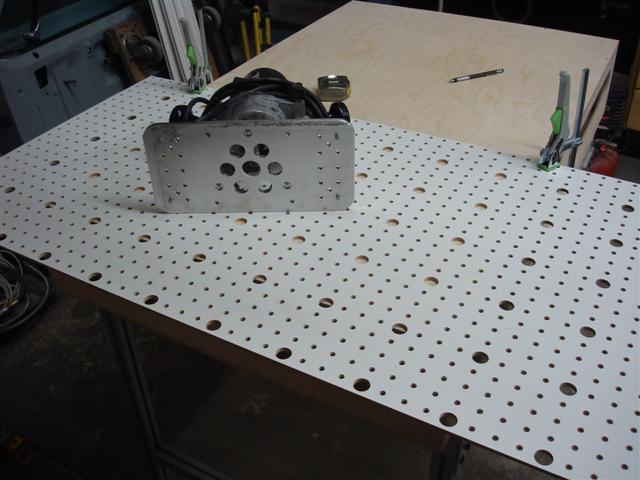
With the new brackets raising the pivot point 1 1/2-inches over the standard brackets I now need to be a little creative to make things work as they should. My new pivot brackets can't make up that distance.

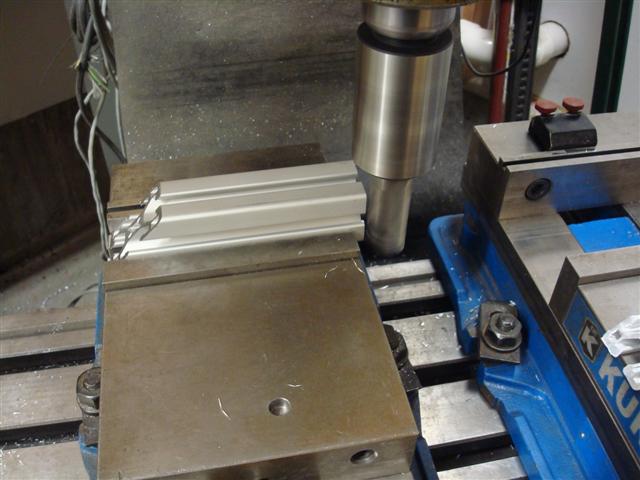
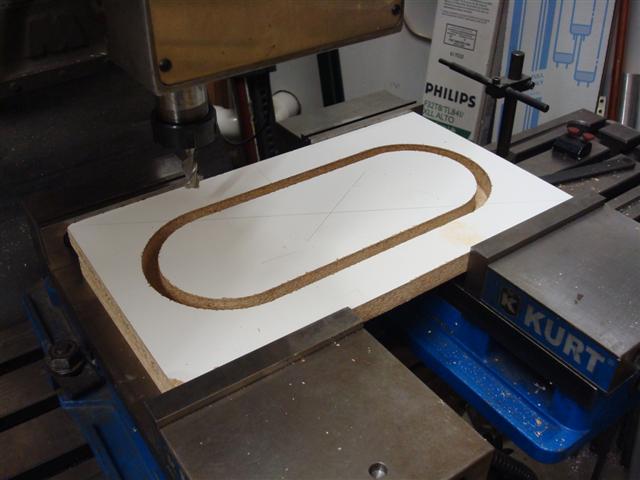
What I need to do is fill that gap. I figure I have few choices - (1) I could switch the end from a 1530 to a 1545 and all would be right instantly. (2) I could cut a small piece of a 1515 to fill the gap. (3) I could make another pivot bracket that's 1 1/2-inches higher to make up the difference and support the pivot.

After looking through the material I ordered I found that I really don't have any surplus 1545's and by using even 30-inches of one I'd screw up the plan for the longer table...and I'd end up with a 30-inch long 1530 that would end up just sitting on the shelf. Option (1) is out. Option (3) would likely be the lightest alternative however, after looking, I realized I don't have any material that would make it a simple solution unless I wanted to machine pieces and then weld an assembly. The visual I'm getting his horrid so that's out. So I'll go with (2) - cut a small piece of 1515.
The new pivot block supports arrived this week so now I can finish the inner attachments for the legs. The offset of the bushing center is only 3/4-inch and are specifically designed to work the outer plates on the 15 series extrusions.
Very little work is necessary to take everything apart and slide the new brackets in. That's a nice feature of the extrusion design.
Now two of the four legs are fully attached and ready to support a load. With this end finished, it's time to shift my focus back to the other end again.
With the new brackets raising the pivot point 1 1/2-inches over the standard brackets I now need to be a little creative to make things work as they should. My new pivot brackets can't make up that distance.
What I need to do is fill that gap. I figure I have few choices - (1) I could switch the end from a 1530 to a 1545 and all would be right instantly. (2) I could cut a small piece of a 1515 to fill the gap. (3) I could make another pivot bracket that's 1 1/2-inches higher to make up the difference and support the pivot.
After looking through the material I ordered I found that I really don't have any surplus 1545's and by using even 30-inches of one I'd screw up the plan for the longer table...and I'd end up with a 30-inch long 1530 that would end up just sitting on the shelf. Option (1) is out. Option (3) would likely be the lightest alternative however, after looking, I realized I don't have any material that would make it a simple solution unless I wanted to machine pieces and then weld an assembly. The visual I'm getting his horrid so that's out. So I'll go with (2) - cut a small piece of 1515.