motorheadsdiygarage
Well-known member
Here's a nice guide for patches. Rust Patch Panels.

Here's a nice guide for patches. Rust Patch Panels.
The overlapping of the patch panel will trap moisture and start the rust all over again. A **** weld would be a better repair.
The overlapping of the patch panel will trap moisture and start the rust all over again. A **** weld would be a better repair.
How do you guys feel about gluing patch panels in?
I just finished a DIY auto-body class for beginners at the local vocational school and the teacher said that welds may likely have some air holes in them which will cause rust, regardless of the method of welding used.
Instead, he suggested using glue when you can have an overlapping connection. Paint the glue on both surfaces with an acid brush and no air holes will be there to begin rust.
Also, he demonstrated on the frame straightening machine that two pieces glued together held up to a larger force than the welded joint. The welded piece broke next to the weld likely because of the super heating of the material which happened during the welding process.
Wow. This is something new to me. Sounds neat.
Also, he demonstrated on the frame straightening machine that two pieces glued together held up to a larger force than the welded joint. The welded piece broke next to the weld likely because of the super heating of the material which happened during the welding process.
You know what they say.. those who can DO, those who can't TEACH.

Wondering what your thoughts are about using a TIG welder for auto patch panel repair
An old wives tale.
Absolutely no truth in that at all.
Sure you can come up with an example but it's not the norm.
In fact it's really an insult to those who choose to teach.
Not even close to fact. Guesswork at best.were quite possibly teaching because they were not good enough to do the actual job

Ford started using "adhesives" when joining overlapping floor pans on Mustangs years ago because because the engine torque was causing the spot welds to pop (and they didn't want to spend the assembly time to double the amount of spot welds).Where even present day manufacturers use adhesives in joining panels, on exposed exterior sheet metal you will only find it in areas such as the tops of the roof and any overlap is also in a channel where it can be covered by a flowable seam sealer.
There is no question as to the strength of present day adhesives, but I would hope your autobody instructor did not suggest such a repair, especially without discussing the ghost line that will affect the final finish.








MP&C,
Just read the entire thread. Learned a bunch.
I was trained by my Dad in the art of O/A welding when I was in my mid-teens. He did body work prior to WWII. O/A is my preferred method of welding auto body sheet metal. I have a Miller Vintage Series MIG, and I do a bunch of rosette welding with it on flanged panel joints. I use a Roper-Whitney punch to create my holes on the un-flanged panel. I'm aware of the ghost line, but for vintage oval track race cars, we aren't looking at cosmetics way on down the road. They usually don't last too long, if you know what I mean.
The metal forming techniques you use seem to mirror those in the book The Key To Metal Bumping by Frank Sargent. Those techniques are exactly the same as those taught to me by my Dad.
I'm always amazed that just when you think you have it figured out, I read a series of technical articles, like yours here, and expand my knowledge.
Want to mention, if the flanged panel joint on that '55 Chevy was completely under the stainless quarter molding, would you still **** weld it? I think I'd cheat and do it flanged.
I pulled the chrome trim off the passenger side door on my Lincoln and the patch panel wasn't even welded there.
It was just screwed on along where the chrome was....




 That's one thing I didn't have to do.
That's one thing I didn't have to do. 
 It looks like yours was quite a bit more gone than mine. We get our share of rust buckets around here. It's often easier to replace complete panels than chase around the tea bag as you say.
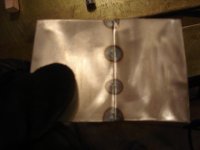
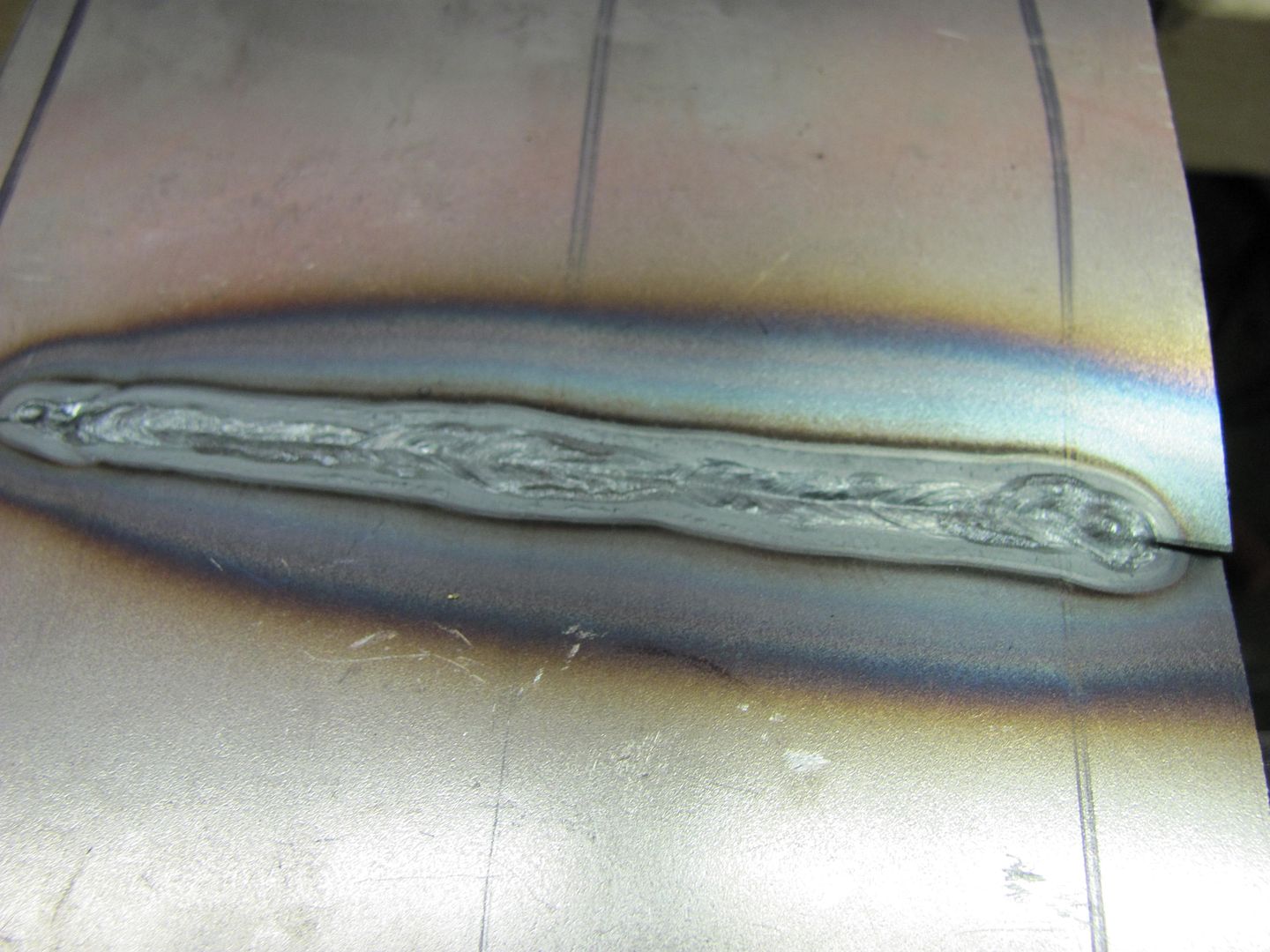
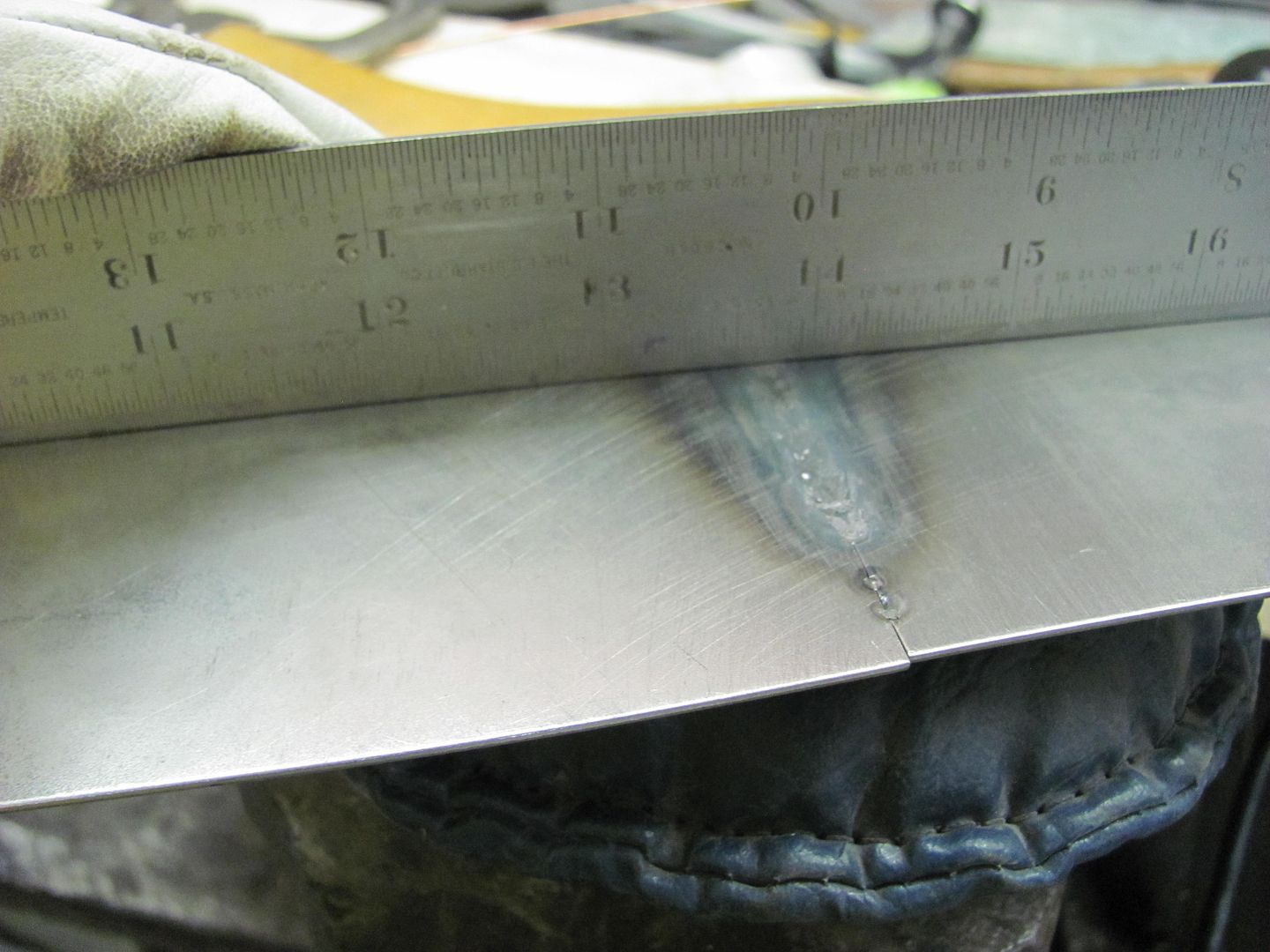
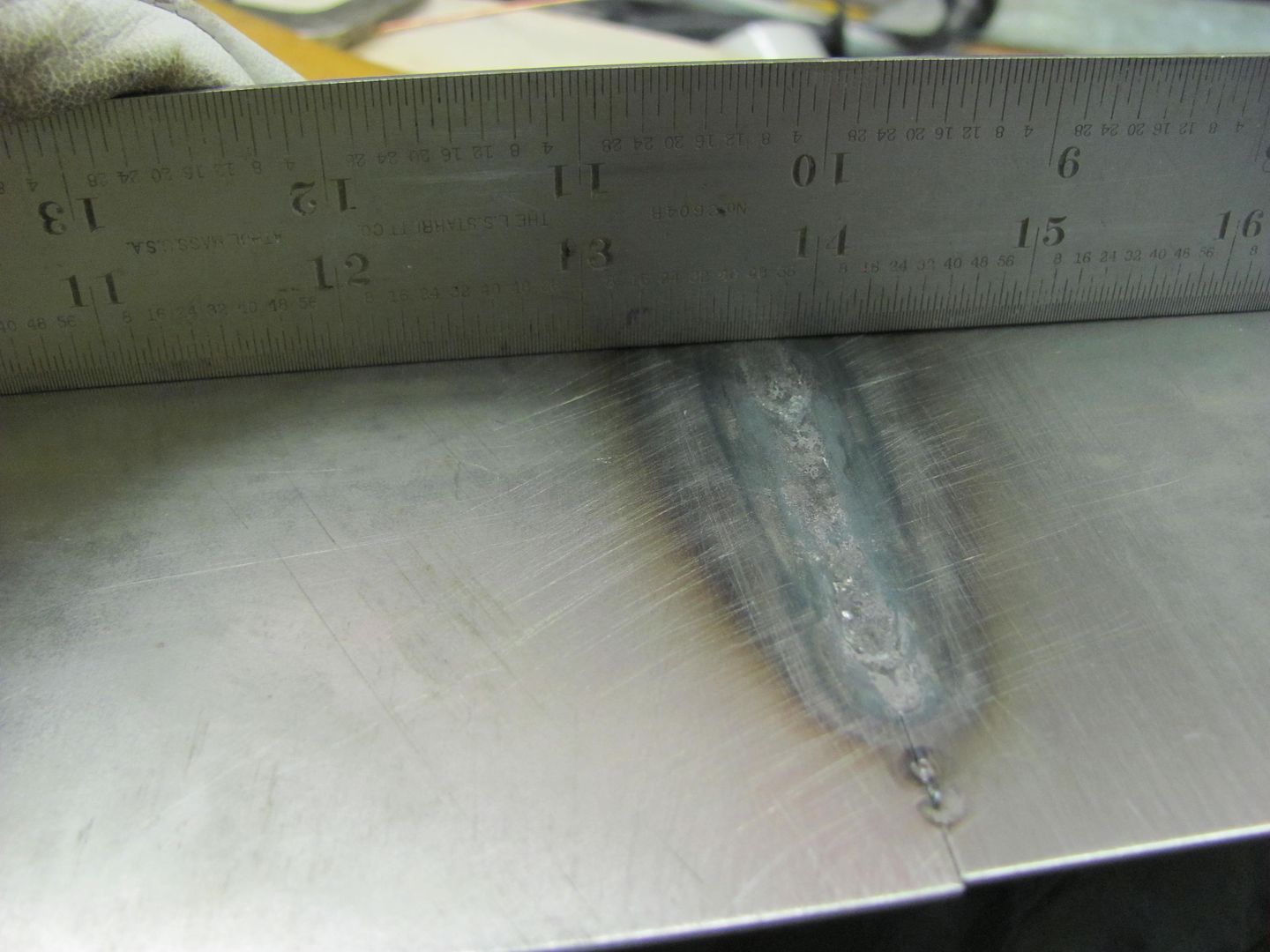
It looks like yours was quite a bit more gone than mine. We get our share of rust buckets around here. It's often easier to replace complete panels than chase around the tea bag as you say.As most people have a mig in their home shop, I think you'll quickly find that the tighter your **** joint is, the less chance you have of blowing holes. Next, your heat setting used should be determined by the obtaining of a full penetration weld when welding the dots. If you don't get a full penetration weld, and it just looks like the bead is sitting on top of the metal, your heat is not sufficient. By the time you grind the welds down there will be little holding your patch in and a year or so of road vibration will undo all of your hard work. Now, if you do find you are still blowing holes, before turning down the heat, increase the wire feed. It's like this, if you have enough heat to perform the weld but not enough filler going in, somethings gotta give, hence a blowout. The less the gap, the less the chance of a blowout. Wider gap = more weld filler = more heat = more shrinking = more hammer and dolly work in the end. As far as the TIG welder, they seem to be even more prone to blowing out holes (yes, I have both), and for the novice welder, a very tight gap is almost a neccessity.
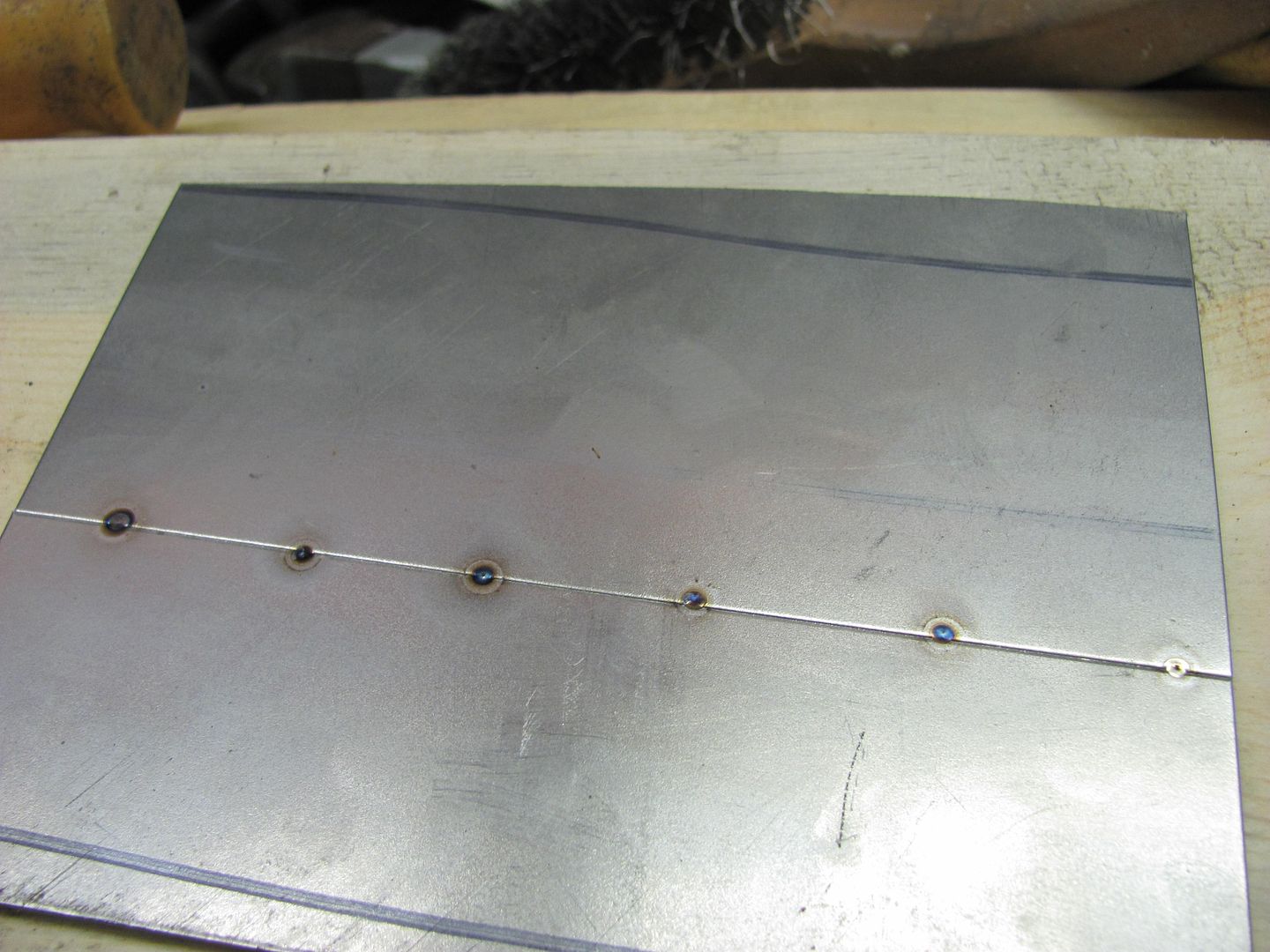
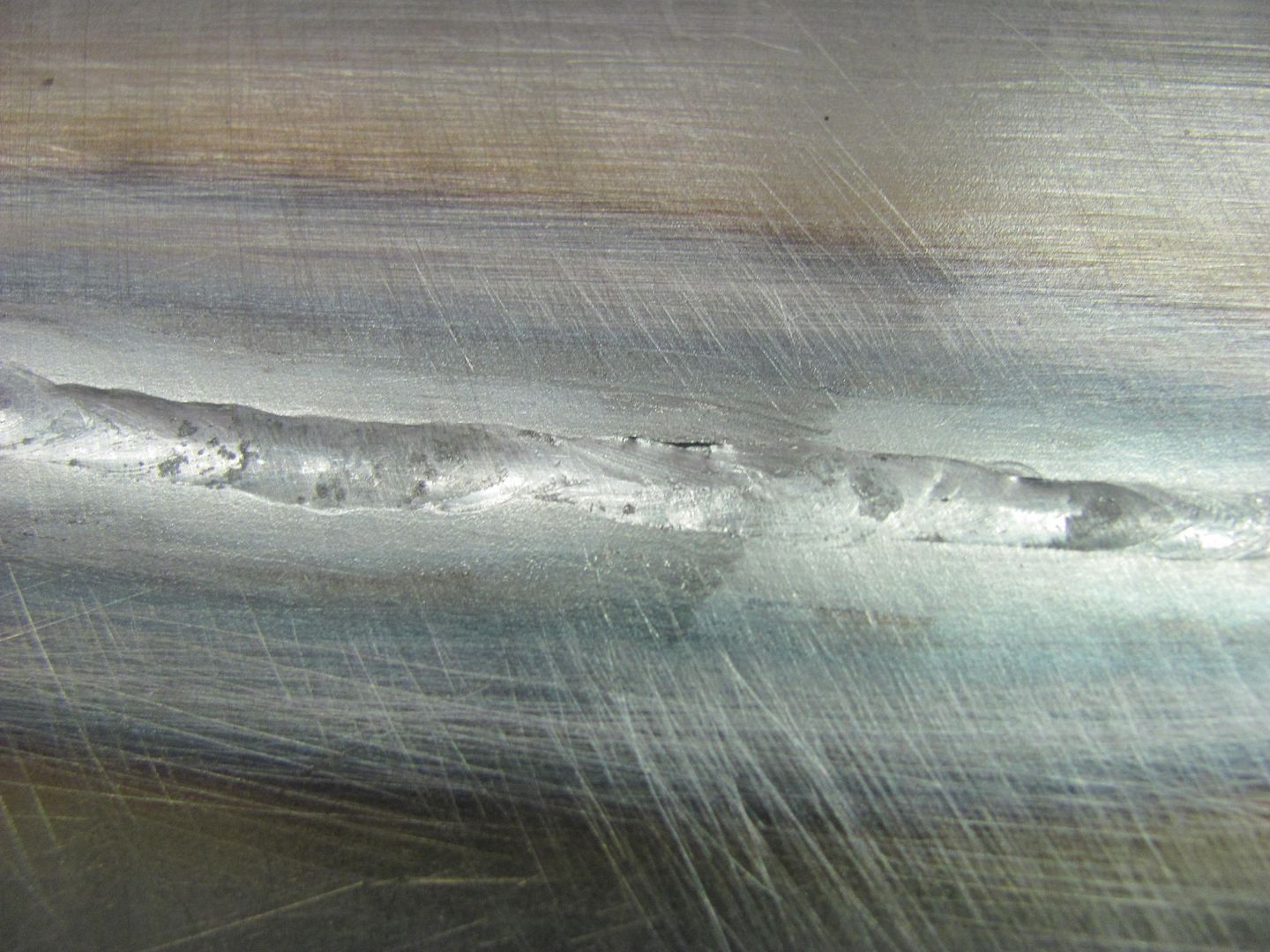
 Blew fricking holes through it, didn't get penetration you name it .. The next pic is after I had sanded them with 80 grit on the die grinder and also run a flat file over them. The final pic is after 150 grit DA.
Blew fricking holes through it, didn't get penetration you name it .. The next pic is after I had sanded them with 80 grit on the die grinder and also run a flat file over them. The final pic is after 150 grit DA.