AJ.
Well-known member
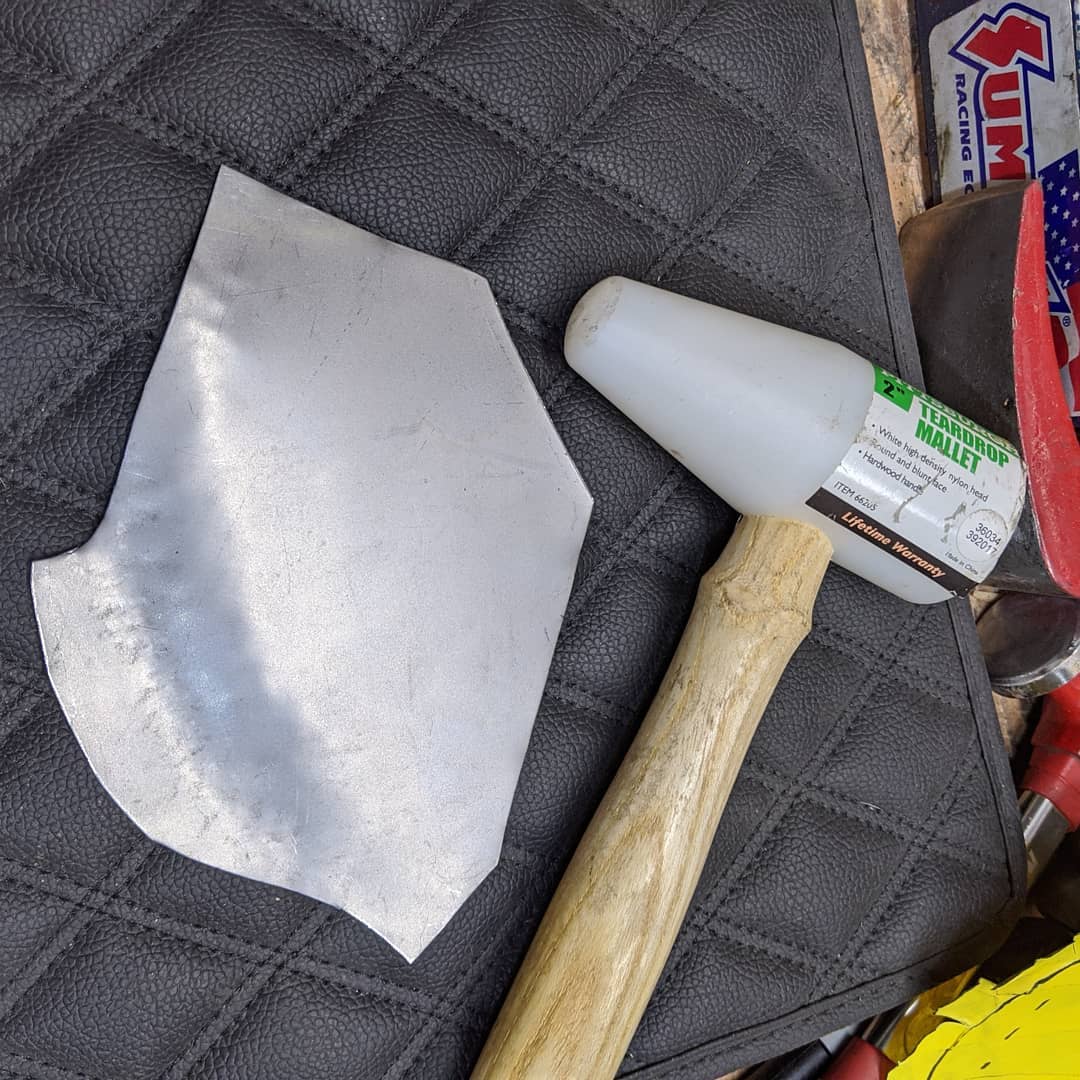
Time to make the outer patch panel.
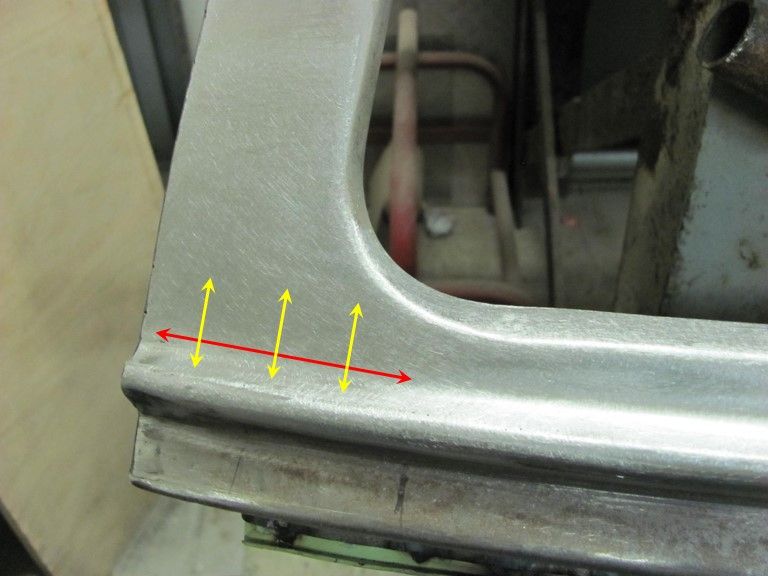
I had the profile gauge I made from the original sill panel, so just a matter of shaping the new piece of steel as close as I could to that profile.
I think I got it pretty darn close for an amateur. The sharp bends I did in my sheet metal folder, the curves where hand formed over a few lengths of pipe.


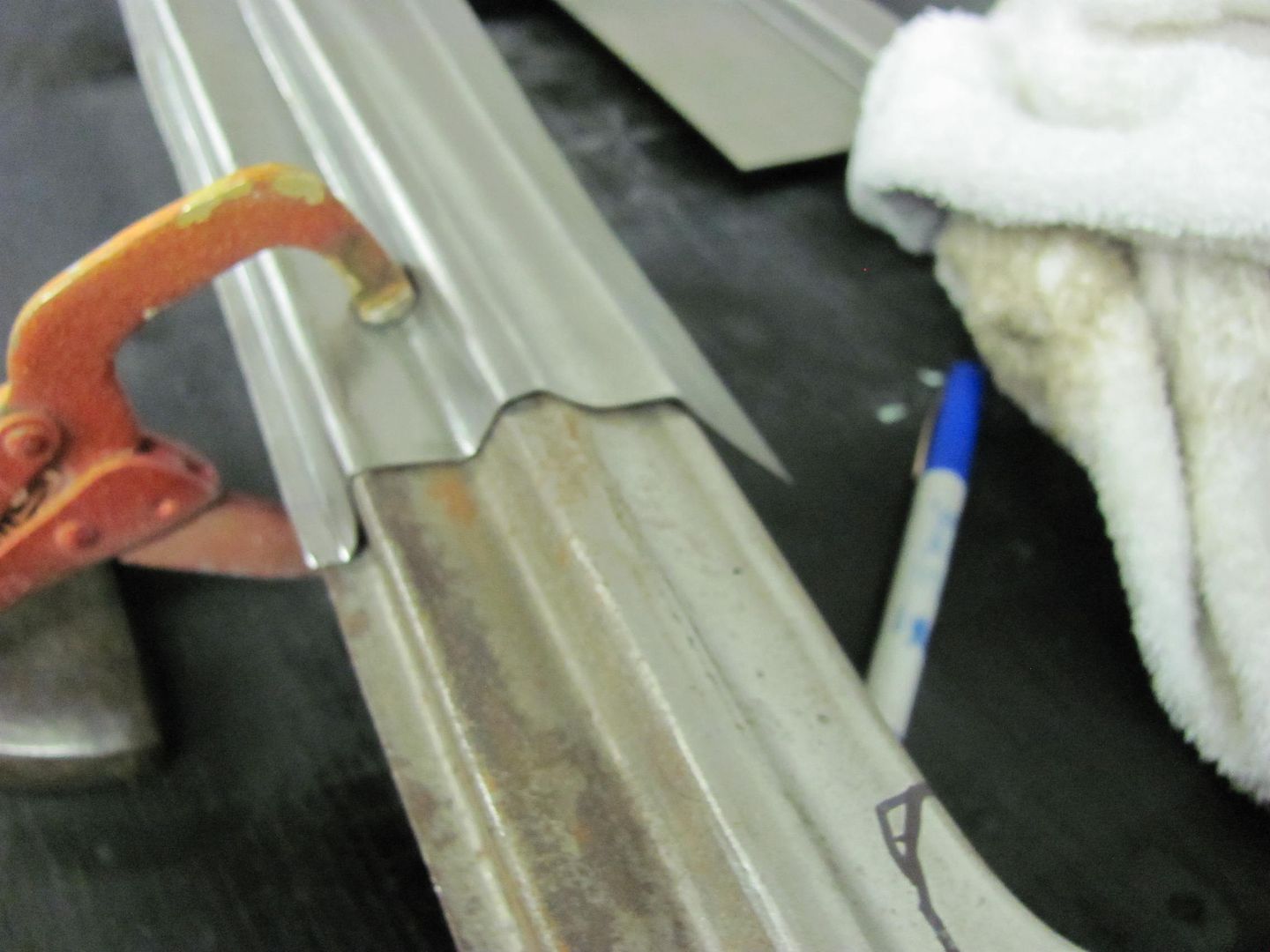
There was a drain in the outer skin, you can just see it in one of the pictures above. I decided to replicate the factory shape of the drain. Fist job was to make a form, which was just an angled slot in old piece of timber. Then clamp it all down and start shaping.


Happy with the end result")


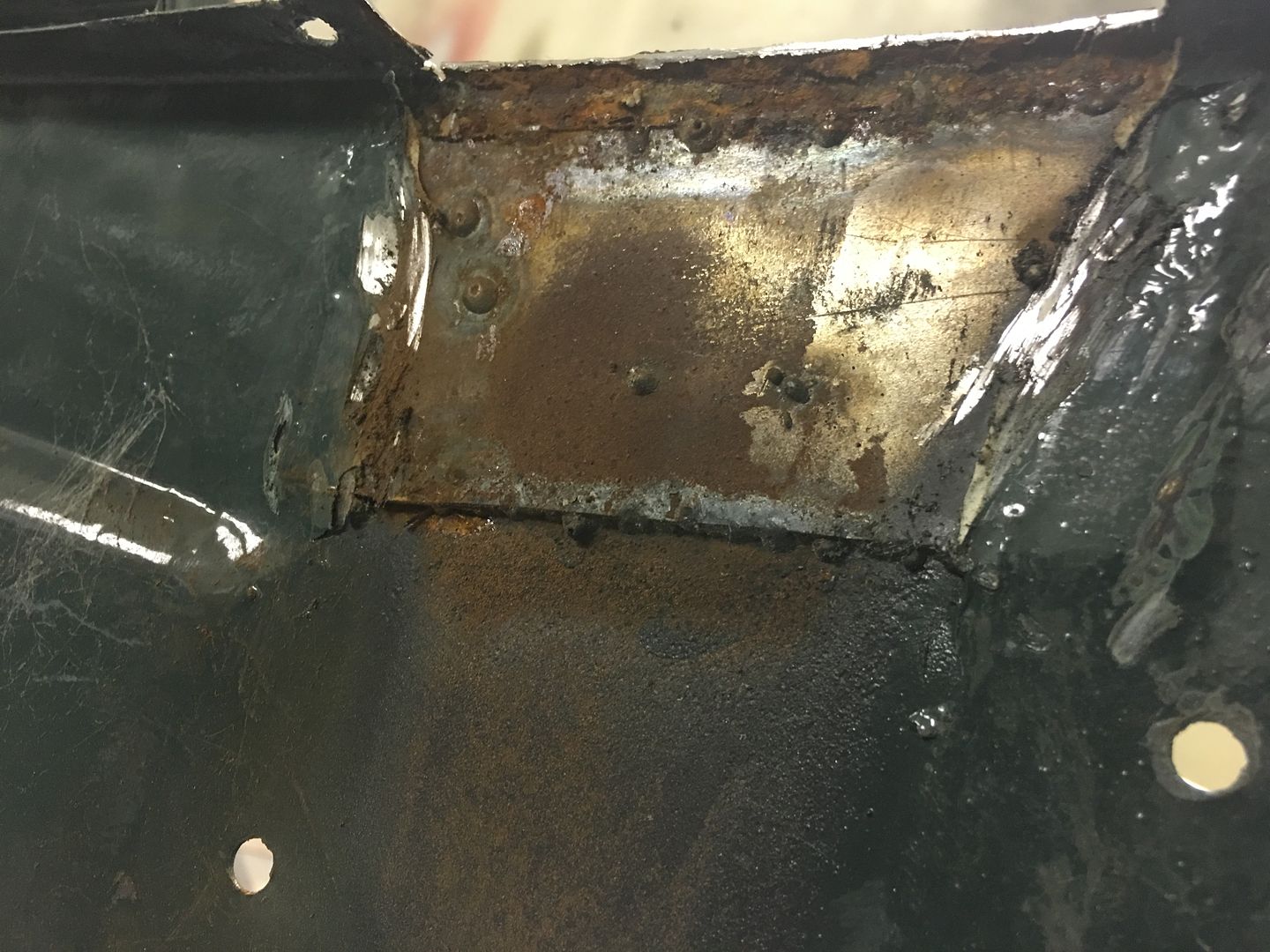
Then a final fit up and trim before priming the inside surface ready for welding in.

panel tacked in place.

Then the same deal as the last repair, weld grind, weld grind, cool in between, eventually you get a finished repair

I have to say that I am VERY happy with the way that turned out, I wasn't that confident at the start but stoked at the end A few coats of primer should be enough to smooth out the slight irregularities in the repair.
Cheers Andrew
I had the profile gauge I made from the original sill panel, so just a matter of shaping the new piece of steel as close as I could to that profile.
I think I got it pretty darn close for an amateur. The sharp bends I did in my sheet metal folder, the curves where hand formed over a few lengths of pipe.
There was a drain in the outer skin, you can just see it in one of the pictures above. I decided to replicate the factory shape of the drain. Fist job was to make a form, which was just an angled slot in old piece of timber. Then clamp it all down and start shaping.
Happy with the end result
Then a final fit up and trim before priming the inside surface ready for welding in.
panel tacked in place.
Then the same deal as the last repair, weld grind, weld grind, cool in between, eventually you get a finished repair
I have to say that I am VERY happy with the way that turned out, I wasn't that confident at the start but stoked at the end
A few coats of primer should be enough to smooth out the slight irregularities in the repair.Cheers Andrew