MP&C
Well-known member
Thanks for the comments! More patches to go!
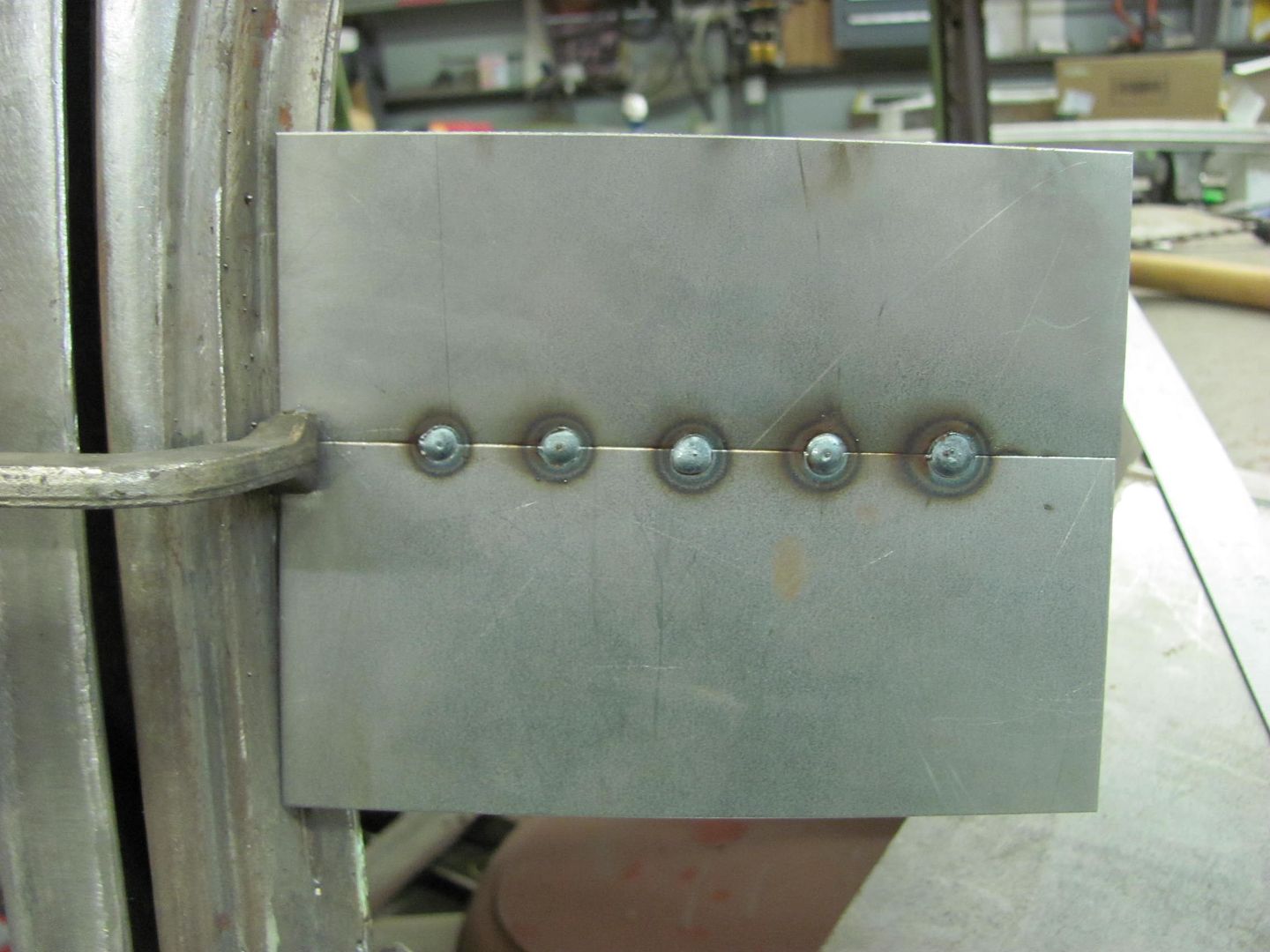
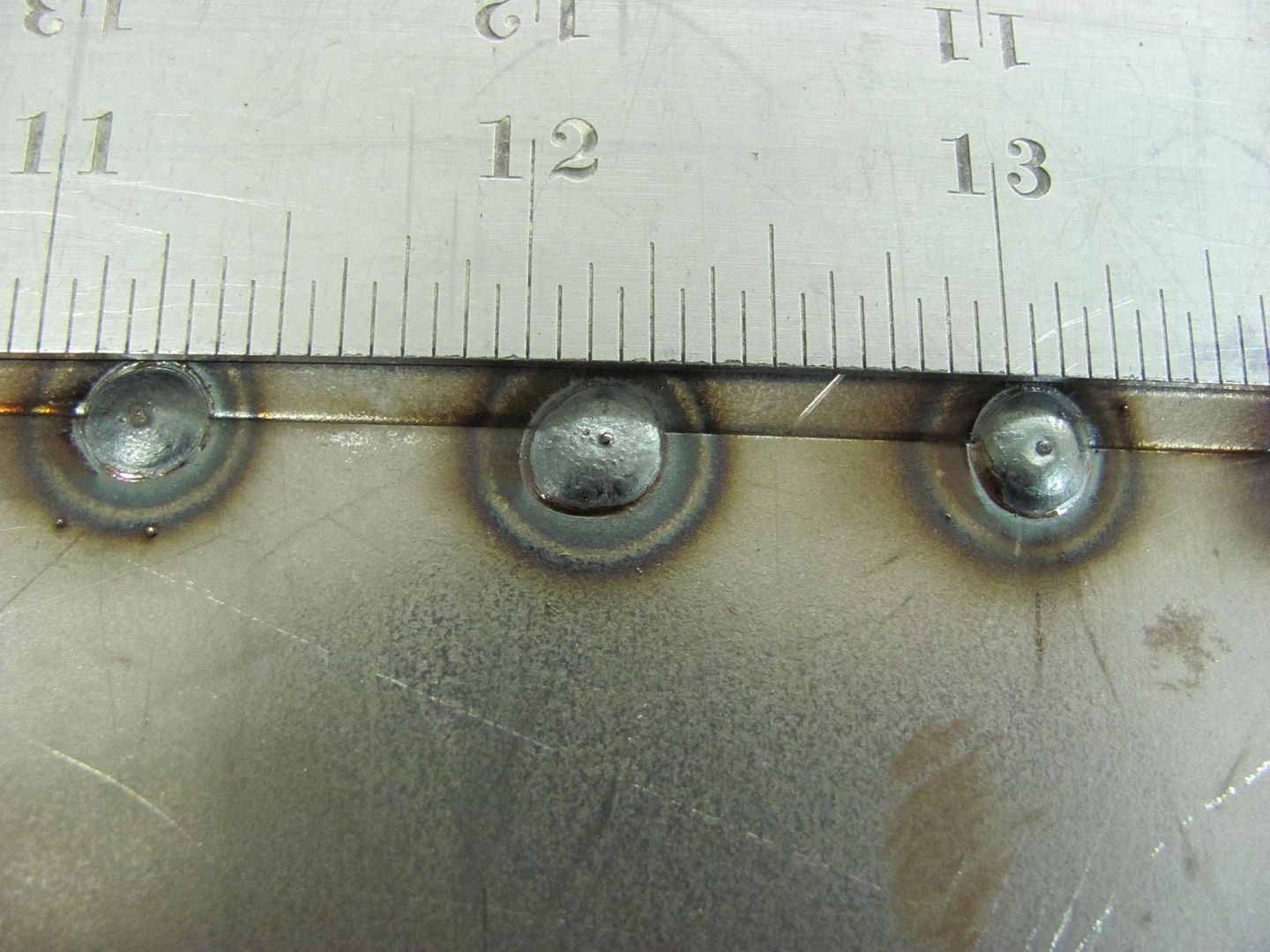
The TIG is used to fully weld the patches in place...
Front side:

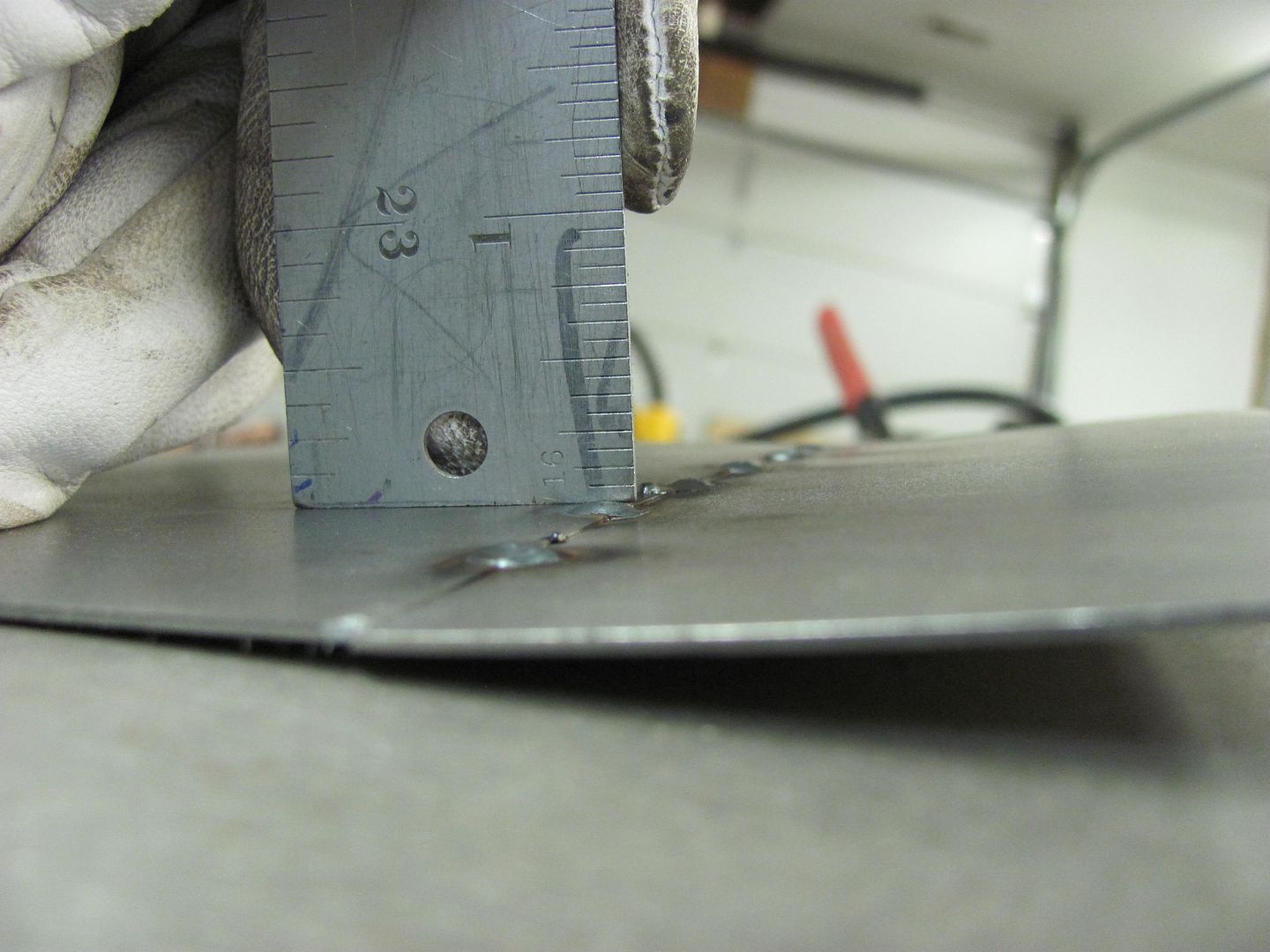
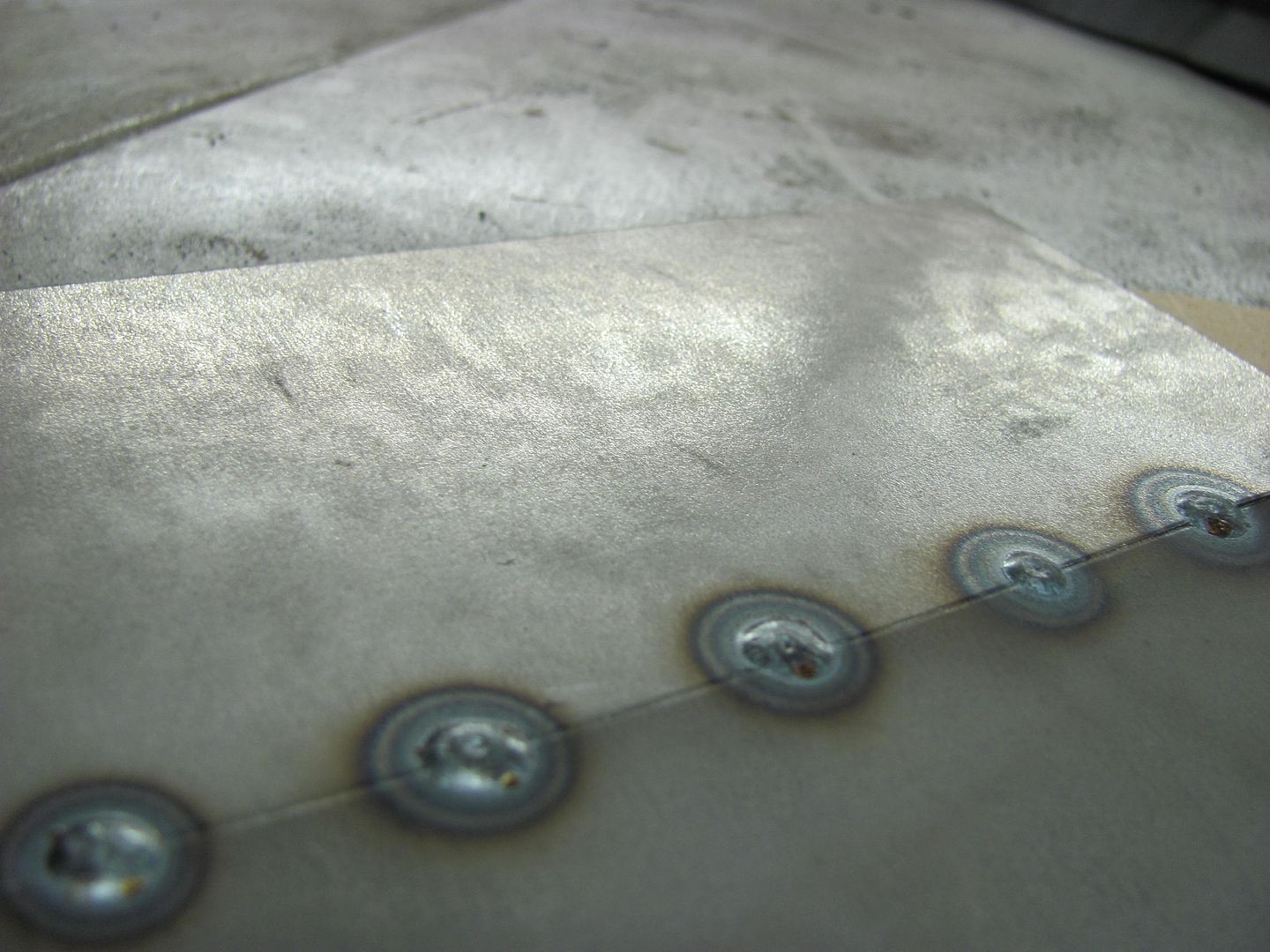
Back side, full penetration on the weld..

The weld seams are then planished and dressed. Next, the front of the hood had a stress crack adjacent to one of the rubber bumpers. To stabilize the hood prior to cutting out this area, the brace is clamped back in place..

The damaged area is cut out, a "doubler" had been used toward the front to add strength to the area, so care is used to not cut that off..


A replacement patch is cut out, bends added, and tacked in place. A plug weld ties this in with the doubler..


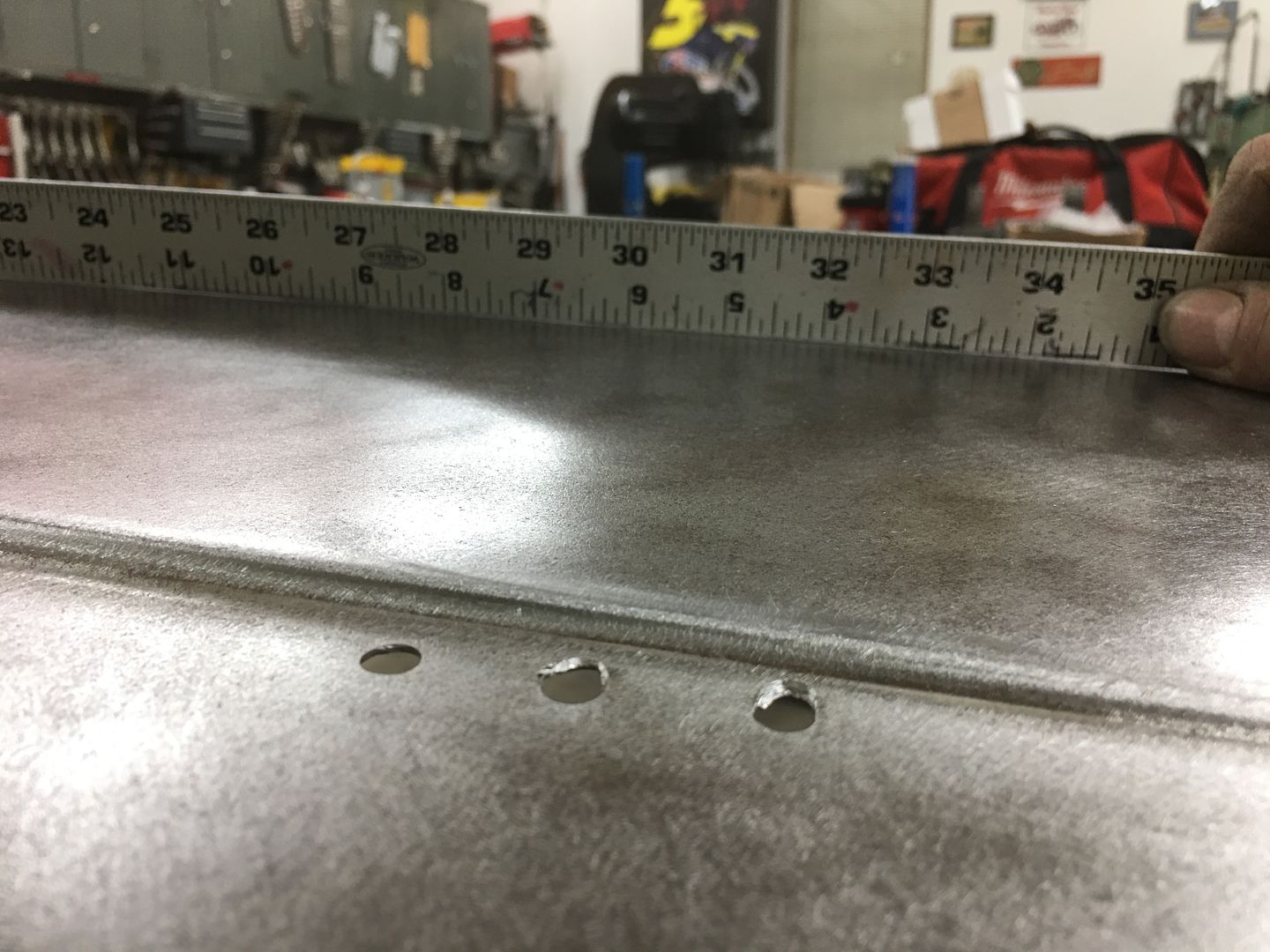
All trimmed and welds dressed, the hood bumper hole is re-drilled in the new patch. Then we notice a bit of filler closer to the nose of the hood (arrow). Let's remove that while we're here to see what carnage lies in wait.

Gotta love this game of dominos..

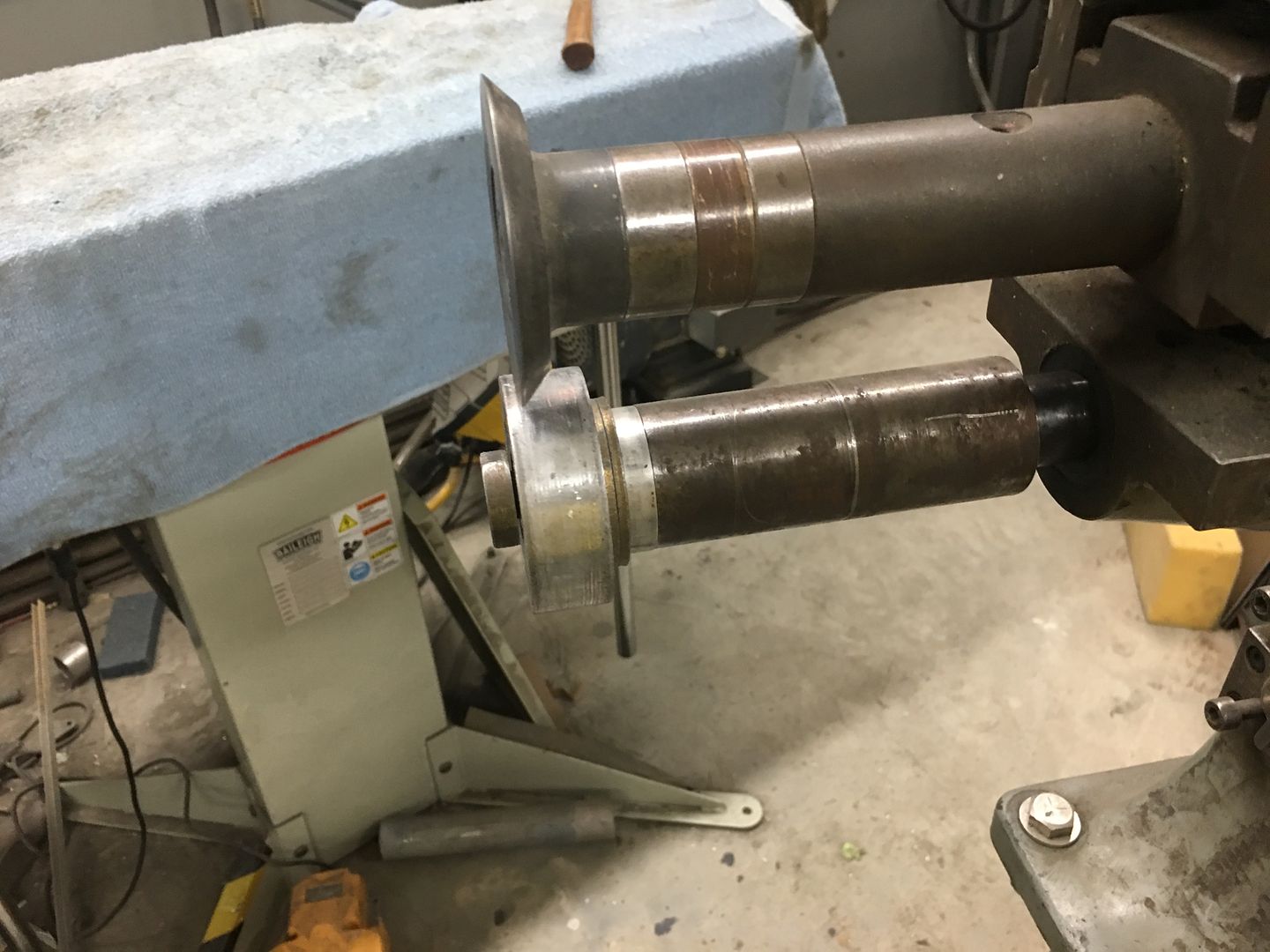
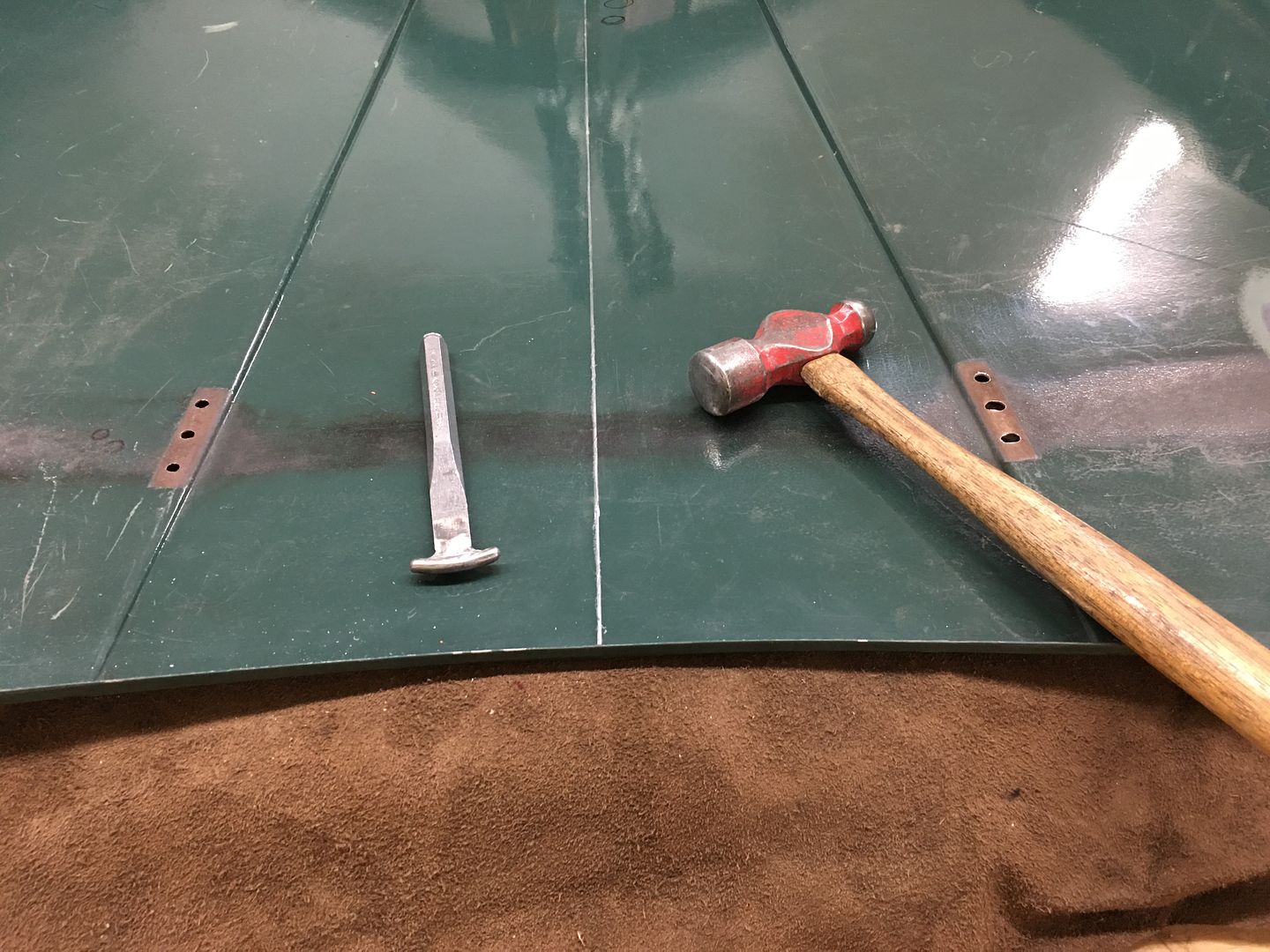
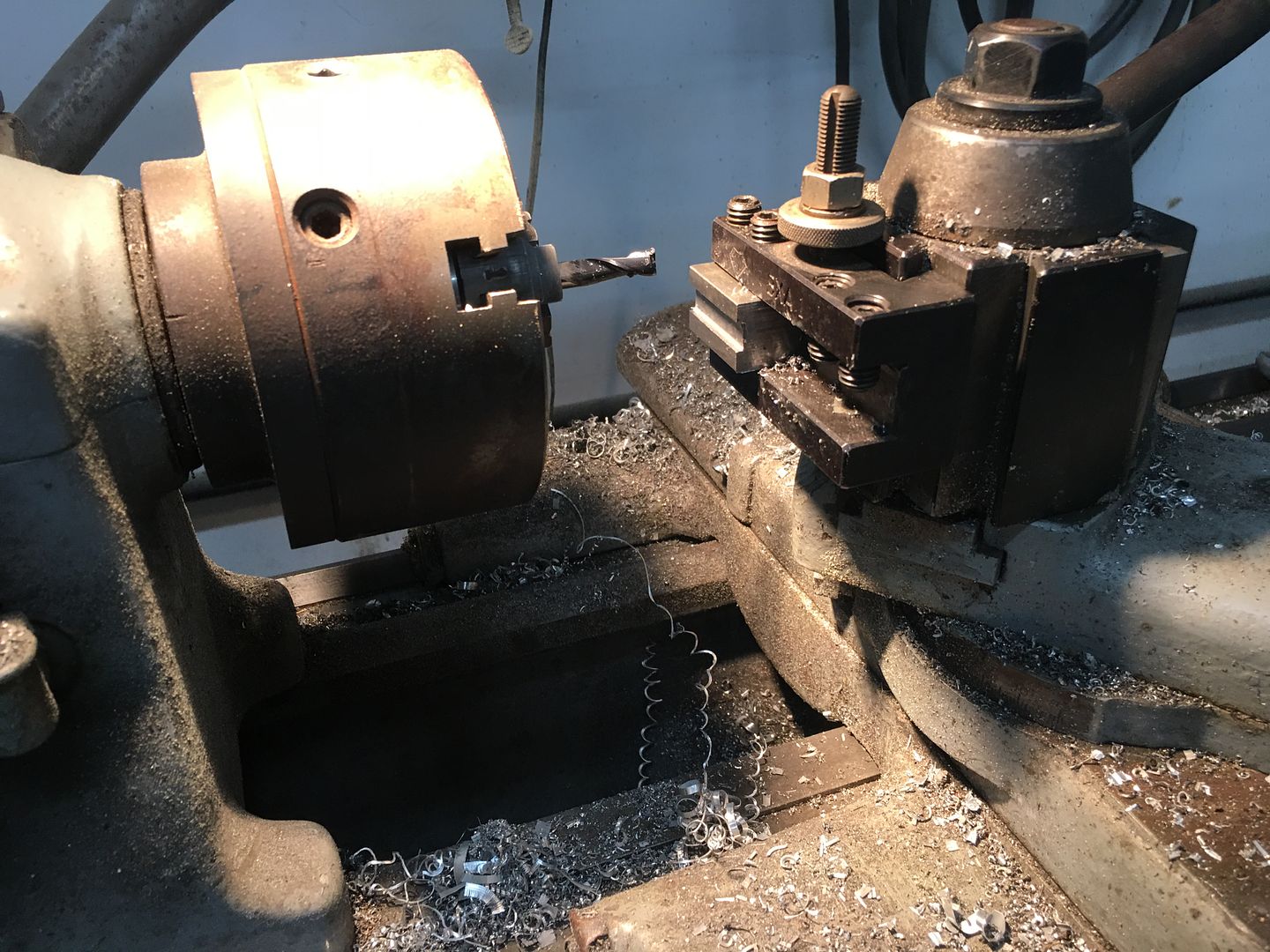
The low area needs to be bumped up, and with little room for swinging hammers, a new tool is in order. Using the South Bend "milling machine" a die is made for the outer portion..
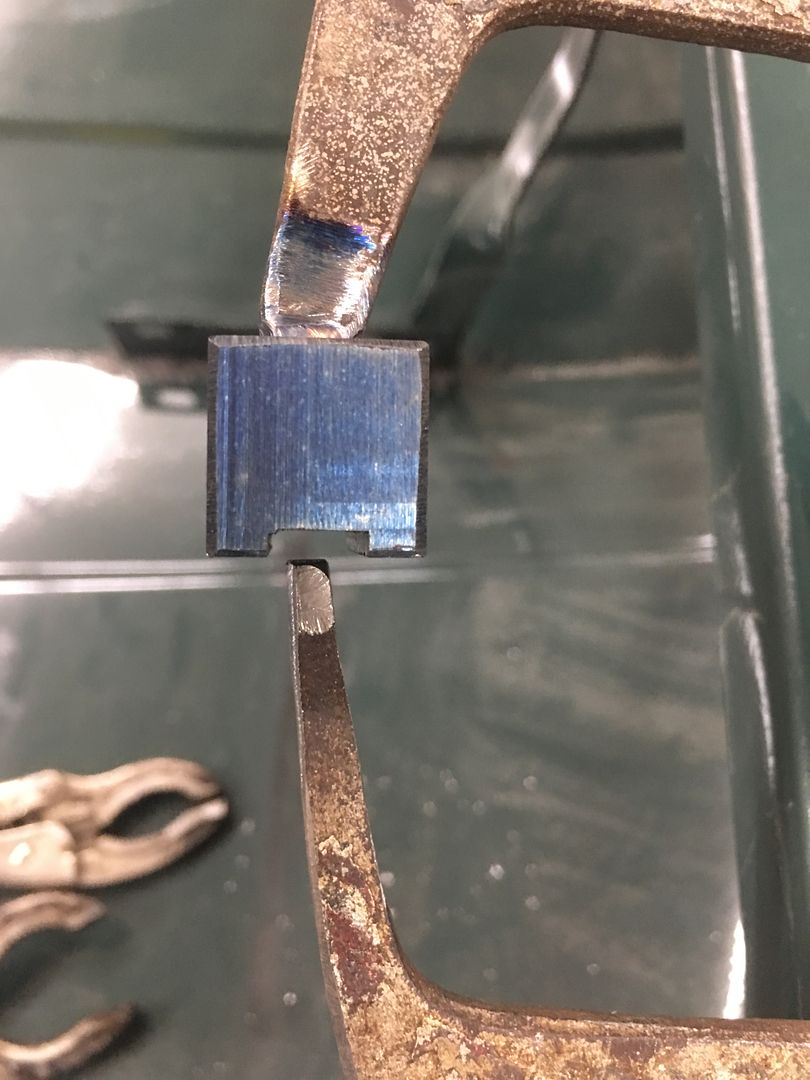
Using a pair of C-clamp vise grips (there goes another pair) the die we made will be welded to one side, the opposite is giving a bit of a trim to better fit in the confines of the slight gap available on the inside..

I missed the action shots, but the clamping of the vise grip is used to raise the low areas. Then dressed out for a much better "filler free" lower edge for the hood.

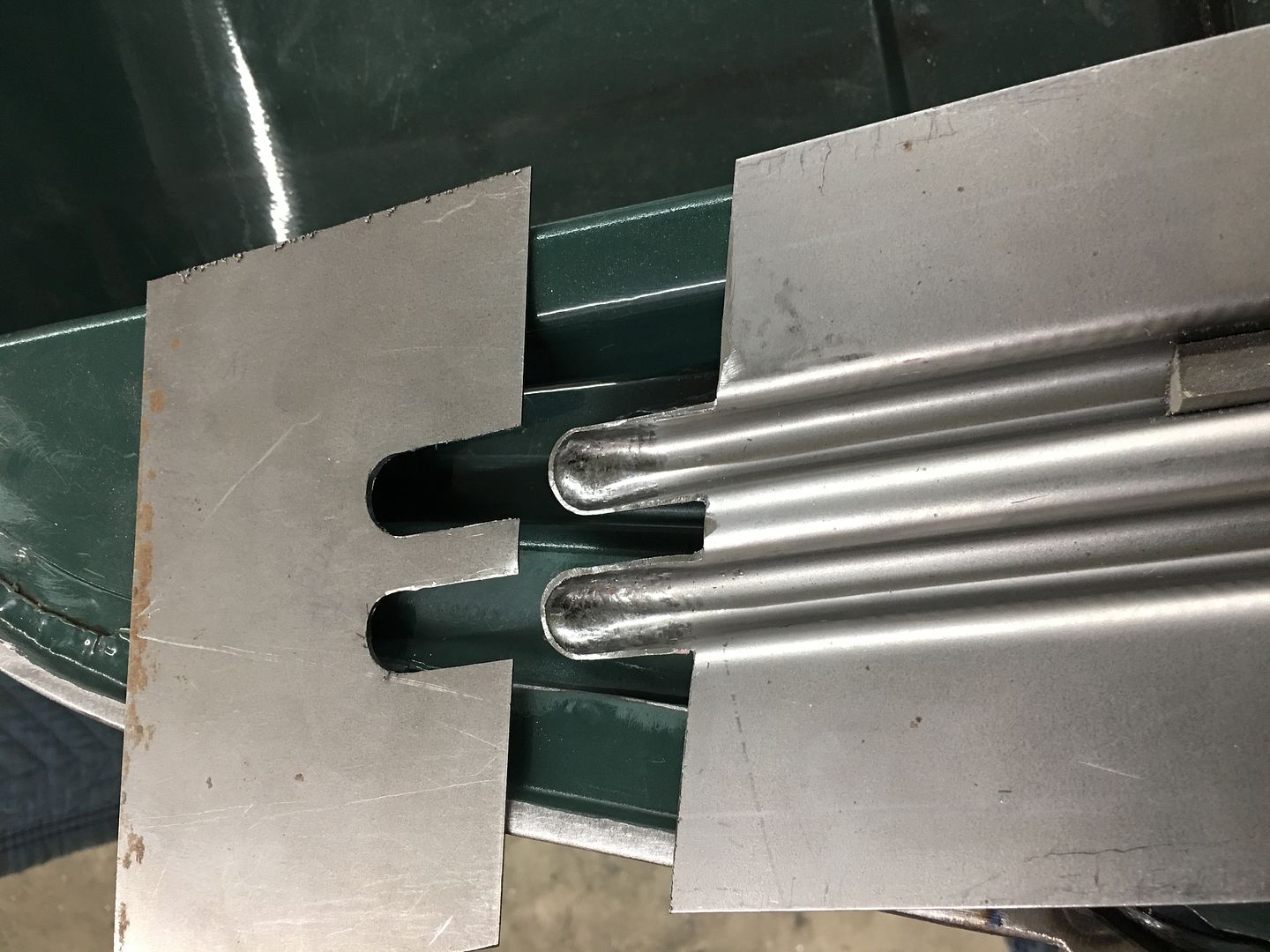
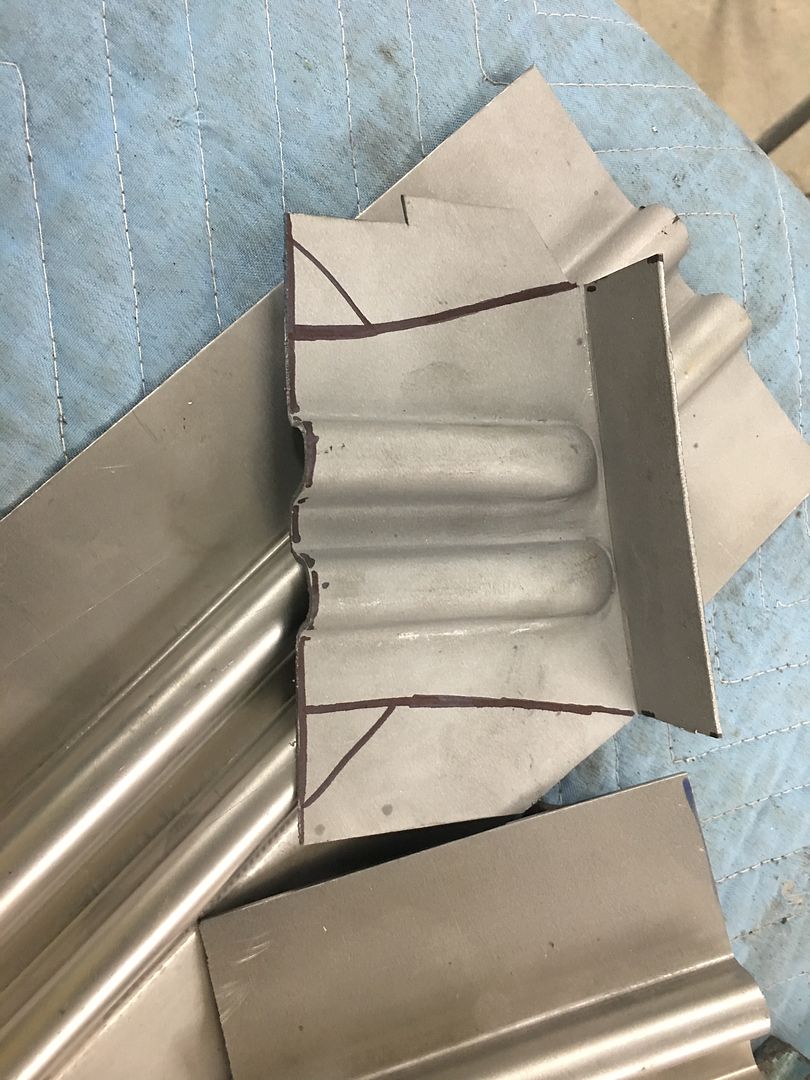
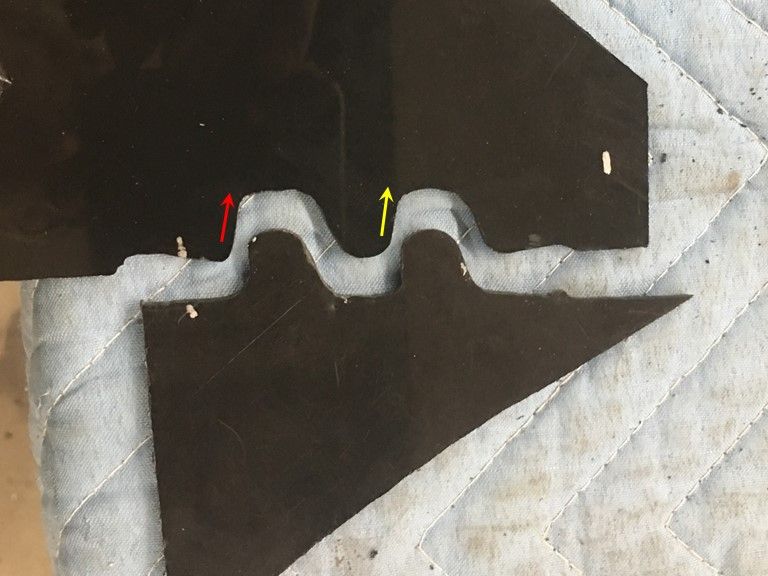
With Mike having completed the dies to duplicate the ribs in the hood brace we did a test run on a piece of 16 Ga cold rolled steel. First upper die addresses middle rib only, way to much drawing going on to expect this out of one set of dies...


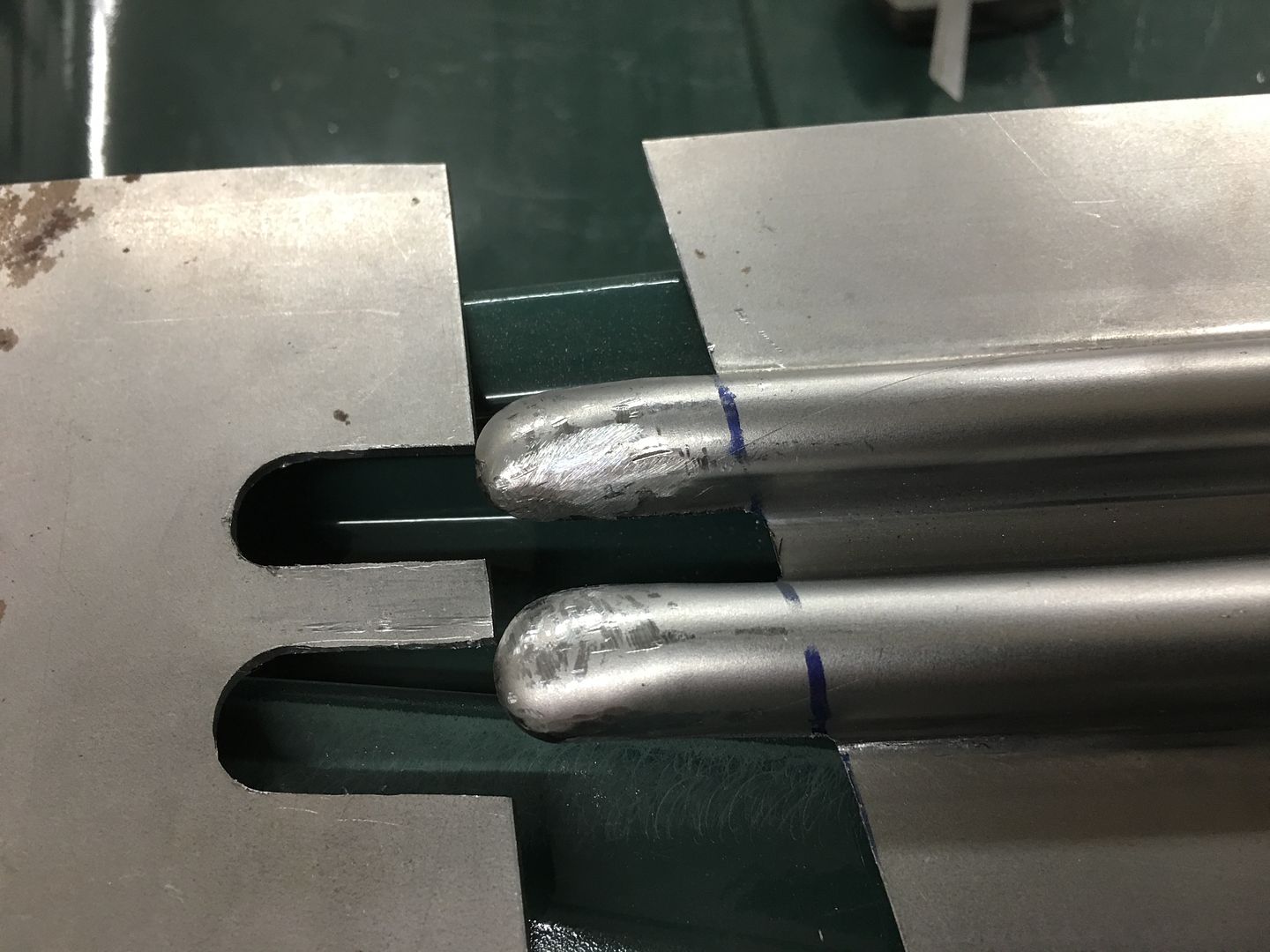
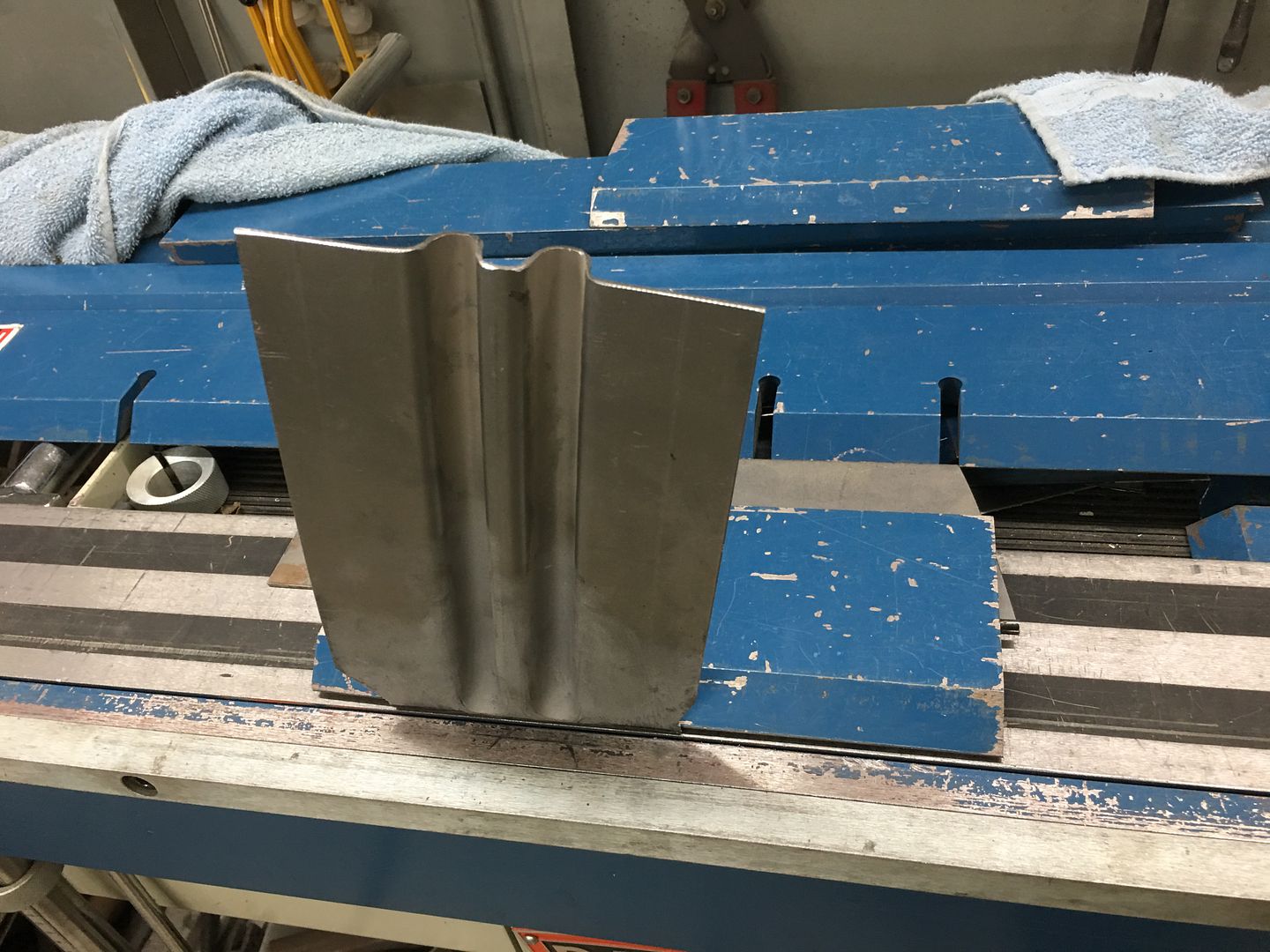
Then top die is changed out for the remainder of the ribs...


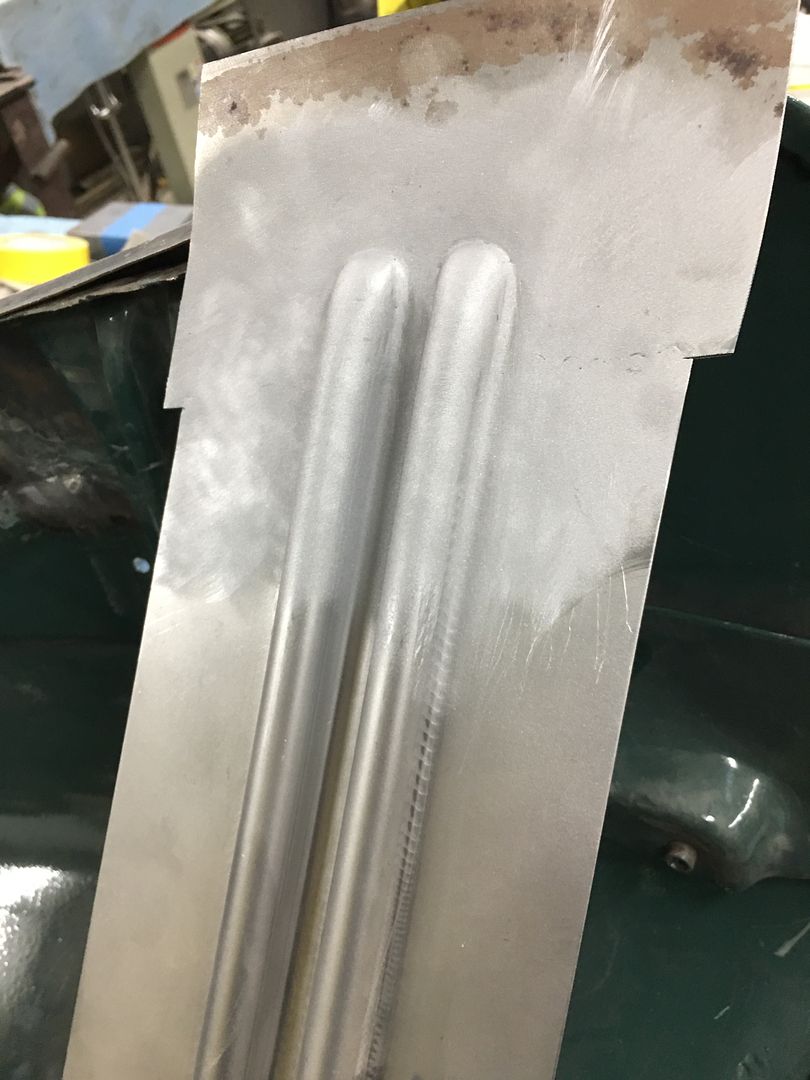
A bit of fine tuning needed, but looks like this process will work to repair the rot in the bottom of the brace ends..
The TIG is used to fully weld the patches in place...
Front side:
Back side, full penetration on the weld..
The weld seams are then planished and dressed. Next, the front of the hood had a stress crack adjacent to one of the rubber bumpers. To stabilize the hood prior to cutting out this area, the brace is clamped back in place..
The damaged area is cut out, a "doubler" had been used toward the front to add strength to the area, so care is used to not cut that off..
A replacement patch is cut out, bends added, and tacked in place. A plug weld ties this in with the doubler..
All trimmed and welds dressed, the hood bumper hole is re-drilled in the new patch. Then we notice a bit of filler closer to the nose of the hood (arrow). Let's remove that while we're here to see what carnage lies in wait.
Gotta love this game of dominos..
The low area needs to be bumped up, and with little room for swinging hammers, a new tool is in order. Using the South Bend "milling machine" a die is made for the outer portion..
Using a pair of C-clamp vise grips (there goes another pair) the die we made will be welded to one side, the opposite is giving a bit of a trim to better fit in the confines of the slight gap available on the inside..
I missed the action shots, but the clamping of the vise grip is used to raise the low areas. Then dressed out for a much better "filler free" lower edge for the hood.
With Mike having completed the dies to duplicate the ribs in the hood brace we did a test run on a piece of 16 Ga cold rolled steel. First upper die addresses middle rib only, way to much drawing going on to expect this out of one set of dies...
Then top die is changed out for the remainder of the ribs...
A bit of fine tuning needed, but looks like this process will work to repair the rot in the bottom of the brace ends..



































")