We used several Nichols mills at my work. We used one of them exclusively for slicing off various length pieces from a bar that had been previously milled into a T shape from a brass bar. The lead screw was removed, an air cylinder and a hydro check were added to control the table. It could slice off 208 pcs per hour set up like that using a 1/16” wide slotting blade.
-That was real common. The Nichols were
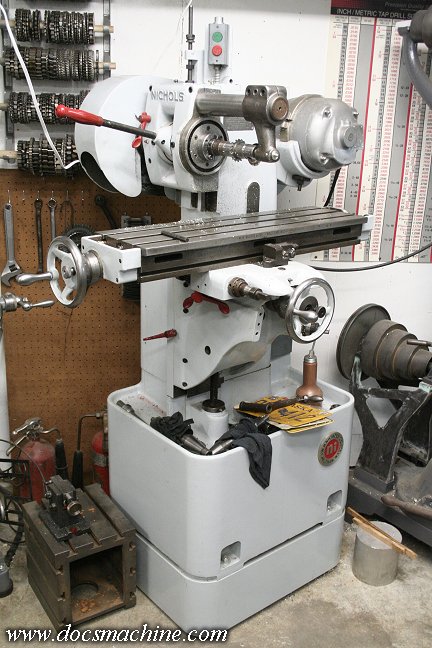
intended to be industrial-production machines, the sort of thing set up with a fixture, and an operator would simply make the same single cut, on a binful of identical parts, all day long.
The vast majority of Nichols, as such, were fitted with hand levers- instead of cranking a wheel, you simply swung a lever. With the movable head, it was a case of dropping the blank into the fixture or vise, using one lever to lower the head, used the table lever to traverse the part under the cutter, lift the head, return the table to the starting point, open the vise, replace the cut piece with another blank, lathe, rinse, repeat.
Later, the same machines were fitted with air cylinders to do essentially the same thing, but semi-automatically. Usually not actual CNC, but just a couple simple timers, or even just mechanical flow control valves.
A factory might have literally a hundred or more of them in a row- the part would start out as a blank at station one, each machine makes just one cut, then the part emerges as a finished piece at station 20, or 50, or whatever.
They're great machines, but unfortunately, the vast majority of them don't have actual leadscrews or handwheels, which rather limits their appeal to the home-shop or even job-shop guys.
Mine happens to be the "toolroom" version, with leadscrews
and micrometer dials on all axes (except the head, of course) which is the most desirable one to have. (And yes, I have a vertical head for it around here somewhere, too. I just need to find it and finish rebuilding it.

)
Doc.