How well do those clean the nozzle?

You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
MIG Pliers
- Thread starter Wamsutta
- Start date
How well do those clean the nozzle?
Great. Stop overthinking this. They're the original design that everyone's copied. You either want the right tool or you don't.
You can use a needle nose, slip joint, and cutting plier to mostly do the same thing. Or buy the original $30 tool to do everything; or the $12 copy; or the $45 Channellock copy. The welper is set to cut the wire to the correct length- you don't have to eyeball it. And it does everything else. In one tool.
You must be the person that spends 2 minutes debating whether to get the large or medium fries in the line in front of me. I'm done

dr_clyde
Well-known member
They actually don’t at all. I don’t know why every single welder ever has used these pliers. I put the pliers near the nozzle and they just don’t do ****. Even if I ask nicely.How well do those clean the nozzle?
It’s almost as if I have to do all the work twisting and scraping.
Good god. You can clean out a mig nozzle with damn near anything. I’ve done it with a screwdriver, a file, my chipping hammer, my table corner and the end of a stick rod among other things laying within arms reach.
Just get a pair from the welding supply and stop asking pedantic questions just to troll people.
C'mon man. I'm not trolling nobody. I'm genuinely trying to extract information from you so that I don't waste $40. Isn't that what this site is about; giving each other information so that we can make informed purchasing decisions without wasting money? I appreciate the information gained from you, but I think the sarcasm is completely unnecessary.They actually don’t at all. I don’t know why every single welder ever has used these pliers. I put the pliers near the nozzle and they just don’t do ****. Even if I ask nicely.
It’s almost as if I have to do all the work twisting and scraping.
Good god. You can clean out a mig nozzle with damn near anything. I’ve done it with a screwdriver, a file, my chipping hammer, my table corner and the end of a stick rod among other things laying within arms reach.
Just get a pair from the welding supply and stop asking pedantic questions just to troll people.
WWheeler
Well-known member
You must be the person that spends 2 minutes debating whether to get the large or medium fries in the line in front of me. I'm done
But why don't they just tell us up front exactly how many fries come in the medium and how many fries in the large so we can do the price/fry calculation to see which is the best deal. I mean, come on!
AffableCurmudgeon
Well-known member
I just got Irwins. They work great.
Last edited:
GaryM909
Well-known member
If I am removing the nozzle to clean I will just use a ¼ " rod and push the splatter out starting from the threaded end. I will also use a band saw blade that has been ground down into a taper to scrape out the nozzle while using. I just use regular side cutters to cut the wire.
I do have a couple pair of mig pliers that I never use.
I do have a couple pair of mig pliers that I never use.
scooby074
Well-known member
a file,
The real welder's secret weapon !
scooby074
Well-known member
Simonds makes a file just for that purpose. It's only around $12.00.
Why though? A cheapish normal or half round ******* file does the trick. No special tool required
It's the same thing as a regular half round file, but it only has teeth on the round side. The idea behind that is so you can use the file without taking the nozzle off. The flat smooth side of the file won't harm the contact tip. But the thing is, I'd be taking the nozzle off anyway.Why though? A cheapish normal or half round ******* file does the trick. No special tool required
scooby074
Well-known member
It's the same thing as a regular half round file, but it only has teeth on the round side. The idea behind that is so you can use the file without taking the nozzle off. The flat smooth side of the file won't harm the contact tip. But the thing is, I'd be taking the nozzle off anyway.
you use the file tang to knock off the **** . no need to remove. I almost never remove the nozzle unless changing tips. use tip dip
files knife edges get used to remove slag from the weld etc where wire wheels fail to reach. Deburring etc.
ive been around a ton of welding professionally , including working in heavy fab and never came across the special smooth welders files
Edit. OK. I had to look it up. Its only a 4" file??!!? That thing is ridiculous. $13.50 Who buys that? Everybody carries a 10-14" standard half round file
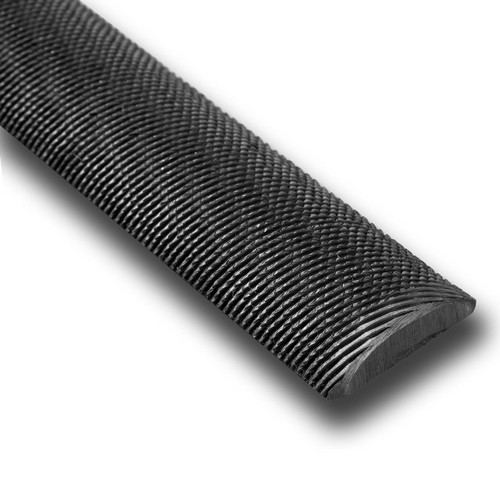
Simonds 73760750 | 4" Length x 7/16" Width x 1/8" Thickness American-Pattern Mig Welder Nozzle File
We distribute top-quality industrial tools and machine shop supplies at the best prices. View our collection of CNC machinist supplies and tooling packages.
 allindustrial.com
allindustrial.com
Last edited:
I might buy the file, because if the Welper was to not clean the nozzle good enough, it would be useless to me. I don't need the cutters and I don't need the grippers. I got pliers for that.you use the file tang to knock off the **** . no need to remove. I almost never remove the nozzle unless changing tips
files get used to remove slag from the weld etc where wire wheels fail to reach.
ive been around a ton of welding professionally , including working in heavy fab and never came across the special smooth welders files
scooby074
Well-known member
I might buy the file, because if the Welper was to not clean the nozzle good enough, it would be useless to me. I don't need the cutters and I don't need the grippers. I got pliers for that.
Just how clean do you think you need the nozzle. Its not surgery. A shiny nozzle wont make you a welder.
I need the nozzle as clean as can be so that I'm not wasting expensive 75/25 gas. I want to set the regulator to 20 CFH and get absolutely no flow restriction whatsoever. You got anymore questions? I got an answer for everything.Just how clean do you think you need the nozzle. Its not surgery. A shiny nozzle wont make you a welder.

scooby074
Well-known member
I need the nozzle as clean as can be so that I'm not wasting expensive 75/25 gas. I want to set the regulator to 20 CFH and get absolutely no flow restriction whatsoever. You got anymore questions? I got an answer for everything.
I dont know man. Youre way over thinking this. If youre being serious, and Im not sure if you are, the best thing to improve your welding is practice. Like hours of practice. Instead of discussing which pliers or files clean the nozzle better you should be running beads. You can weld just fine with a 1/2 "clogged" nozzle (usually). Hold the gun to your ear and pull the trigger. Do you hear the whoosh of gas? Youre very likely OK to weld unless you see porasity in the weld.
I usually run at 25ish cfm.
I swear to you up down and sideways I'm being serious. Why? Because I'm extremely different from everybody else in the world. I see the world entirely differently from everybody else. It has its advantages because I can spot things that are wrong fairly easily. It has gotten me out of danger and has saved my life on a few occasions. Its only disadvantage is that it slows me down because everything always has to be so perfect all the time. When it comes to welding, I want to eliminate as many variables as possible. As far as practice goes, I've gotten lots and lots of practice when I've been in the situation where somebody else pays for the consumables.I dont know man. Youre way over thinking this. If youre being serious, and Im not sure if you are, the best thing to improve your welding is practice. Like hours of practice. Instead of discussing which pliers or files clean the nozzle better you should be running beads. You can weld just fine with a 1/2 "clogged" nozzle (usually). Hold the gun to your ear and pull the trigger. Do you hear the whoosh of gas? Youre very likely OK to weld unless you see porasity in the weld.
I usually run at 25ish cfm.
toolenthusiast
Well-known member
- Joined
- Jan 21, 2017
- Messages
- 723
That’s called anxiety, my dudeBecause I'm extremely different from everybody else in the world. I see the world entirely differently from everybody else. It has its advantages because I can spot things that are wrong fairly easily. It has gotten me out of danger and has saved my life on a few occasions. Its only disadvantage is that it slows me down because everything always has to be so perfect all the time.
scooby074
Well-known member
You have to get your head around the world not being perfect! Welding is a prime example where perfect is the enemy of the good. You'll never have perfect. Something will be off. Gust of wind. Piece of slag. Welder not outputting 100%. Gas not right. Paint not removed. Rods not heated. On and on.I swear to you up down and sideways I'm being serious. Why? Because I'm extremely different from everybody else in the world. I see the world entirely differently from everybody else. It has its advantages because I can spot things that are wrong fairly easily. It has gotten me out of danger and has saved my life on a few occasions. Its only disadvantage is that it slows me down because everything always has to be so perfect all the time. When it comes to welding, I want to eliminate as many variables as possible. As far as practice goes, I've gotten lots and lots of practice when I've been in the situation where somebody else pays for the consumables.
Plus as you move along the weld, you have to move your gun closer or further. Change gun angle. Make the weld hotter or colder. etc. Specs in the book mean nothing, or at the most are only a starting point. You need to be flexible and adapt on the fly. You can dial a welder in 100% to the book and most likely get **** welds.
Welding is more art then science IMHO. You just got to do it and adapt to the conditions at hand. Trying to make things perfect and only being able to weld when things are perfect wont make you a good welder, it will make you the opposite.
You sound like you wouldn't mind the looks of my welds. My welds aren't terrible, just not perfect. The strange thing is, my welds actually turn out better when I'm running a pass and not caring what they look like. Maybe it's because I can relax more when I don't care. My main goal is flat flat flat. A flat bead profile is my main criteria. I'm to the point now where I'm going to start grinding my tacks. Because if I don't, the weld pass will crown up when it goes over a tack. And then vertical up is a whole different story.You have to get your head around the world not being perfect! Welding is a prime example where perfect is the enemy of the good. You'll never have perfect. Something will be off. Gust of wind. Piece of slag. Welder not outputting 100%. Gas not right. Paint not removed. Rods not heated. On and on.
Plus as you move along the weld, you have to move your gun closer or further. Change gun angle. Make the weld hotter or colder. etc. Specs in the book mean nothing, or at the most are only a starting point. You need to be flexible and adapt on the fly. You can dial a welder in 100% to the book and most likely get **** welds.
Welding is more art then science IMHO. You just got to do it and adapt to the conditions at hand. Trying to make things perfect and only being able to weld when things are perfect wont make you a good welder, it will make you the opposite.
whateg01
Well-known member
Actually... I think you can extrapolate the ratio from the nutritional information. The calories should be proportional to the weight of the fries. Also you don't want to do the calculation based on the number of fries. They could really mess with you by putting a bunch of little fries in one and a few big fries in the other.But why don't they just tell us up front exactly how many fries come in the medium and how many fries in the large so we can do the price/fry calculation to see which is the best deal. I mean, come on!
scooby074
Well-known member
"Flat flat flat" isnt the be all end all. Have you ever bent a coupon or cut an etched your welds? You can have a **** ugly weld, yet it be perfectly solid in practice. Undercut and LoF are bigger issues than searching for "Flat flat flat" especially when learining. IMHO.

I've never done the acid etch, but I've bent coupons before. All of my coupons passed the bend test. They were cut out of one inch thick mild steel plate and bent sideways like AWS specifies. Vertical up and overhead V-groove. E7018 and NR232."Flat flat flat" isnt the be all end all. Have you ever bent a coupon or cut an etched your welds? You can have a **** ugly weld, yet it be perfectly solid in practice. Undercut and LoF are bigger issues than searching for "Flat flat flat" especially when learining. IMHO.
To answer your question: Hell no the beads weren't flat.
Last edited:
whateg01
Well-known member
How many passes was that???... They were cut out of two inch thick mild steel plate and bent sideways like AWS specifies.
RivennHewn
Well-known member
Never owned a pair.
Can’t say I’ve ever seen a real use for them.
Can’t say I’ve ever seen a real use for them.
oldmachinenut
Well-known member
These actually look identical to the Hobart pair I have and are less than $15.00

 www.harborfreight.com
www.harborfreight.com
8 in. MIG Welding Pliers
Amazing deals on this 8In Mig Welding Pliers at Harbor Freight. Quality tools & low prices.
www.harborfreight.com
scooby074
Well-known member
Grabbed a pic of my well worn pair. That might cause some of the **** retentive types to stroke out. Sorry



whateg01
Well-known member
The name on the package. Just buy oneWhat is the difference between a Harris Welper YS-50 and a Best Welds Welper YS-50 ?
There's also a Pearson Welper YS-50.
TxSteve
Well-known member
I spray my nozzle with the anti-splatter spray. That works too.Nozzle dip. With quality dip, you can clean your tip easy peasy.
Welding pliers are on my list, something that I can get for Father's Day or a birthday. I welded a long time without them honestly because I didn't realize they existed


Box from HJE came in the mail today.I just ordered a Channellock pair from HJE.
GJ strikes again

Thanks @jsackin
Irwin/Vise-Grip side by side with Channellock
welder4956
Well-known member
I think the list would be much shorter if you asked which ones don't work well. Just about every brand I have tried works well to clean the nozzle. I can't recall one that did not. Just find a pair that is comfortable for you.The last thread for MIG pliers was 2018. I checked.
It's the nozzle that I need them for. Which brand cleans the nozzle the best?
whateg01
Well-known member
That's because there aren't many small details. They are all pretty much the same.This is a weird thread. Usually everyone is game to debate the small details of a particular tool on Garage Journal, but not when it comes to MIG pliers apparently.