Anthony, welcome to the site!
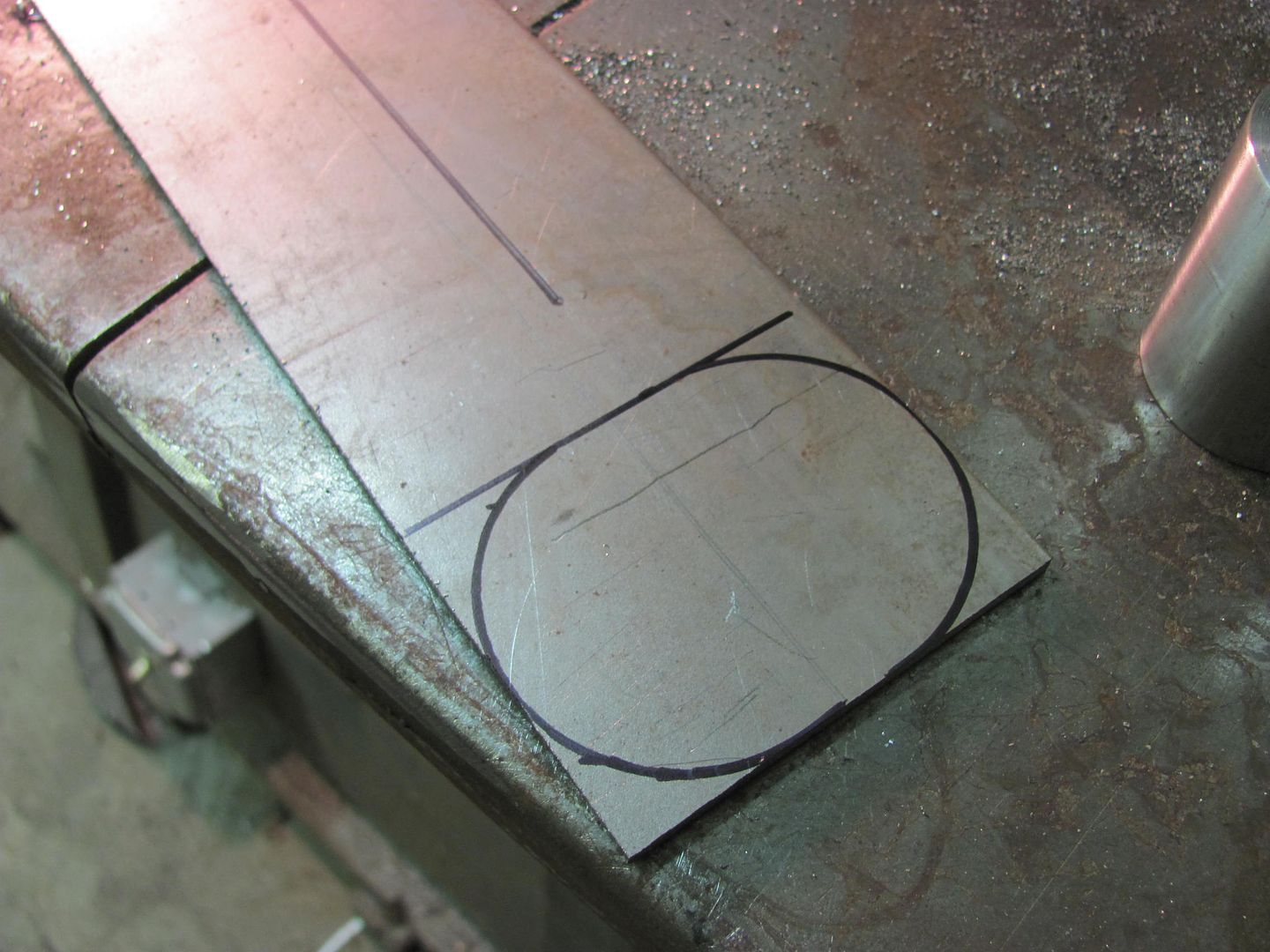
As a refresher, here is a grinding video I did for plug welds. Grinding the welds on a weld seam will be similar, but I wait to do any final sanding until the end, to do it all at once. On a weld seam with planishing individual weld dots, the primary objective in grinding is to get the weld proud (on BOTH sides of the panel) out of the way for planishing the next set to be welded in place. Plus, weld on top of weld tends to make the welds harder, for more work in planishing or grinding. So working as you go will be beneficial...
https://www.youtube.com/watch?v=V2WHT_zMOE8
For grinding any welds I like to start with cut off wheels for grinding purposes as they will last a bit longer than sanding discs. Once the weld is dressed down to just above panel height, then switch to a sanding disc. This will give a bit more life to your sanding discs. As to why the cut off wheels and not another option, they give you a minimal contact patch, for less heat buildup. A flap wheel or 4-1/2 sanding disc may work great on thicker steel, but IMO they have no business on sheet metal as you risk overheating the metal, causing more panel distortion. Next, they give the best un-obstructed view of what you are doing to help prevent any errant grinding of the parent metal to the sides of the weld. A flap wheel or 4-1/2 sanding disc hides more of what you are grinding, so more of a **** shoot as to whether or not you are thinning the panel thickness excessively.
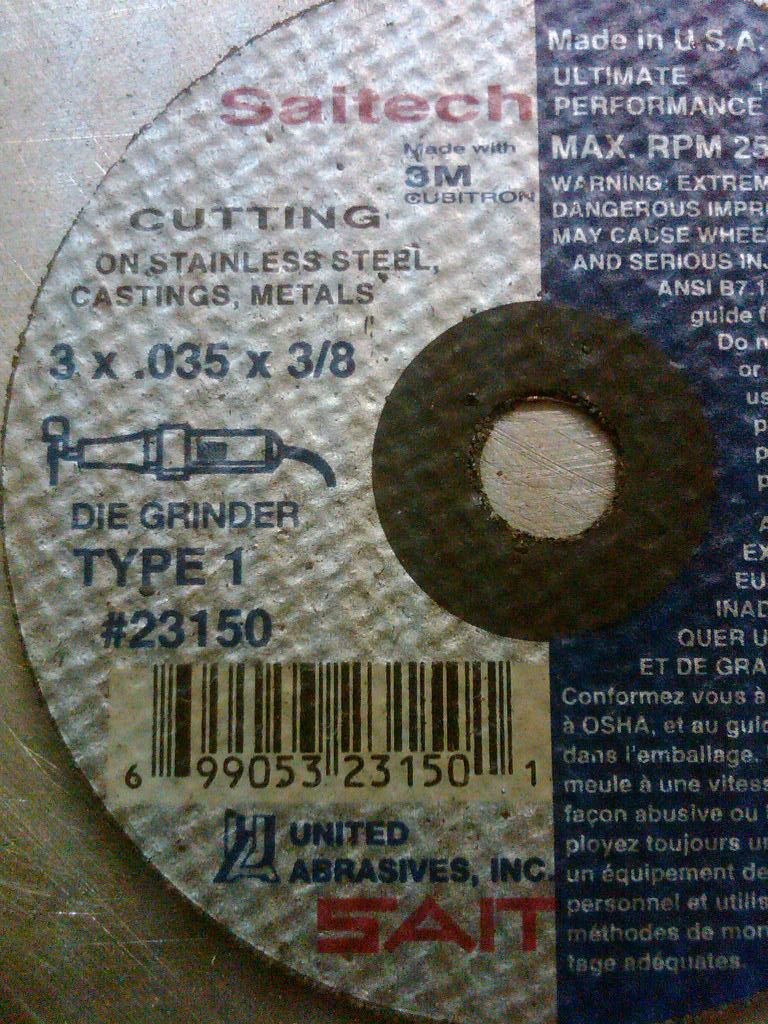
For the cutoff wheels, I recommend getting some that are rated for stainless steel. You can buy the cheap HF or swap meet cut off discs, but after using them you will have a brown haze from all the resin floating in the air. They just do not last and disintegrate much too quickly. I don't have time to change out discs all day long, so spending the extra money for stainless rated discs has shown to last much longer, much less change-out time wasted, much less (if any) brown cloud haze, and in the end, less money spent.
Examples of cutoff wheels that I use, note stainless rating...
For the sanding discs, I believe 3M, Norton, Sait and others also make the abrasive discs for the roloc style arbor. Again, the quality brands I've found will tend to last longer. Personal preference, but I think 36 is too coarse as any straying off the weld and it is going to be that much more damaging to the parent metal.. 60 is about as coarse as I'd go on automotive sheet metal. I typically use a 60 or 80 grit in finishing the welds.
On the attachment style, I have used this version before, but have experienced far too much of sanding discs flying across the room:
These seem to not have that issue....so this roloc "style" is what I would recommend:

As you can imagine, anything you can do to improve your methods to limit the amount of grinding you do will only help. That's why I constantly mention welding wire types, and stress consistency in all the processes. By getting to a point of almost Sheldon OCD, you can attain good penetrating welds but limit the excessive weld size by maintaining consistency in weld processes (heat, length of time, etc.) The -7 wire I mentioned (as well as the EZ Grind), while a bit more expensive, planishes and grinds easier. More importantly, it lays flatter, so once your methods start to become more consistent you will have less "waste" in a weld proud that gets ground off, less consumable used in grinding and sanding, and less time that it takes to do it in. So in most of these up front expenses, there is normally a tradeoff that makes any additional expense more beneficial if not cheaper in the long run.. I'm not saying to rush out and buy the most expensive, but buying the cheapest rarely is.....

For paint or other coating removal, there is also an open mesh style disc that works well, but most of what I'm doing is with bare steel, so I have only used them sporadically. But they are a good option if one doesn't want to use media blasting. As with any disc in the sheet metal environment, watch your pressure and speed to prevent excessive heat buildup.