Thanks for all the comments and questions fellas!
would like to know how you make the radius on the box brake.......details please....
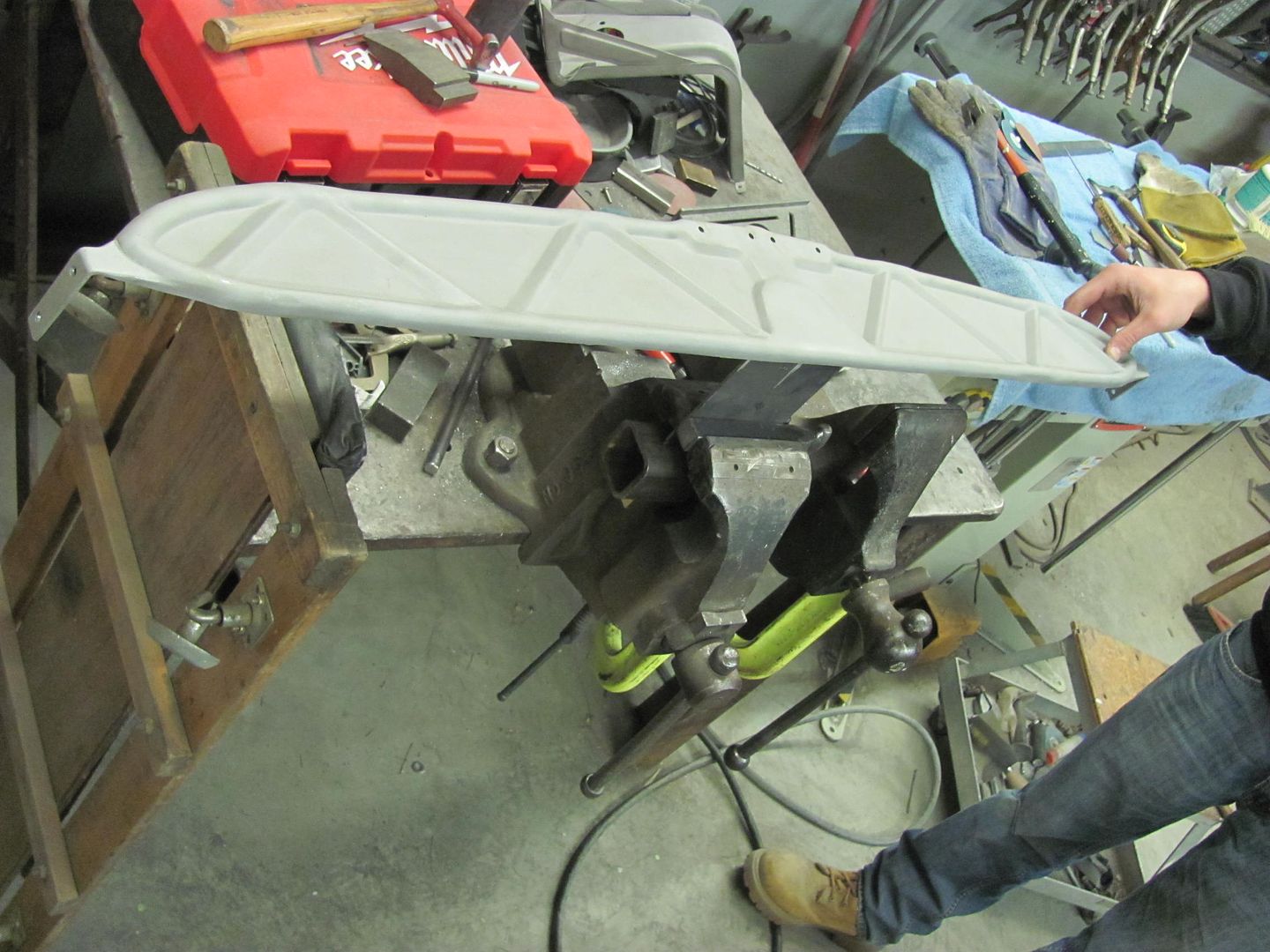
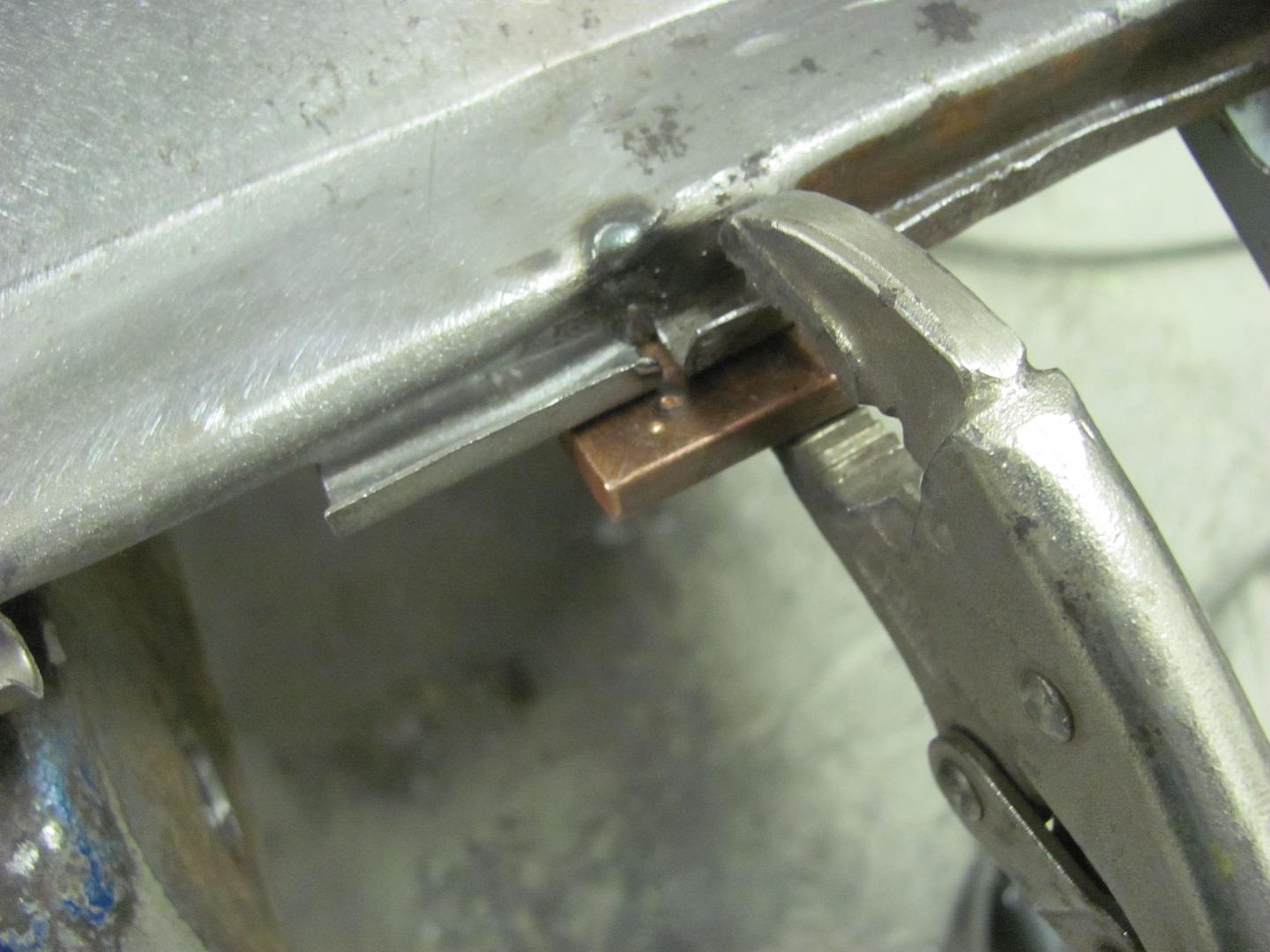
As stated, the brake is a magnetic brake. Dies shapes are pretty much up to your imagination, they are very versatile in that you don't have the "truss" of the upper apron in the way. So as was shown, I used a narrow vee die to locate and hold the rod from moving, rod placed in front to act as the radius former. This is the company promotional video that may do a better job of explaining than me writing it...
https://www.youtube.com/watch?v=zWvMW1Zxoyc
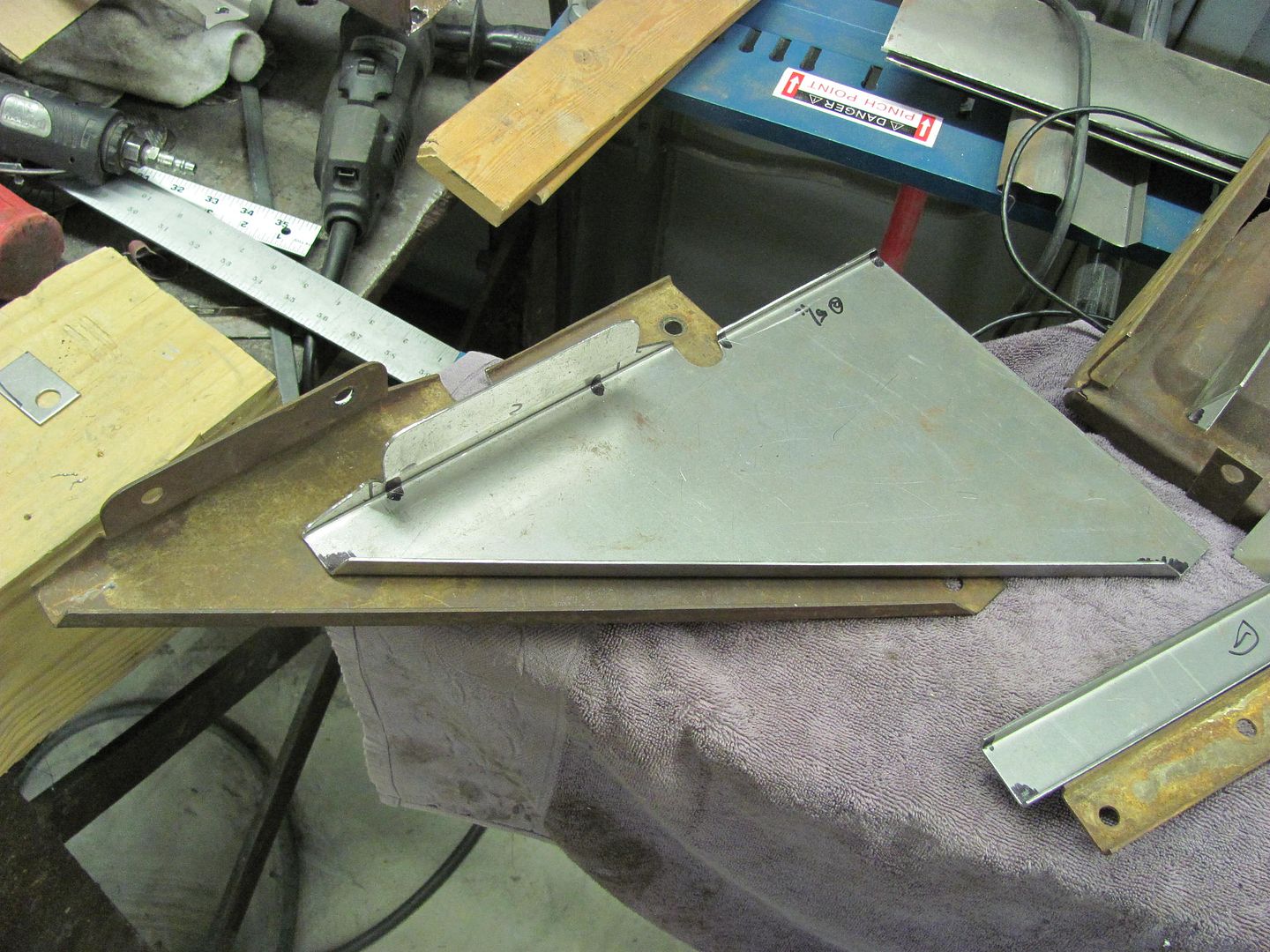
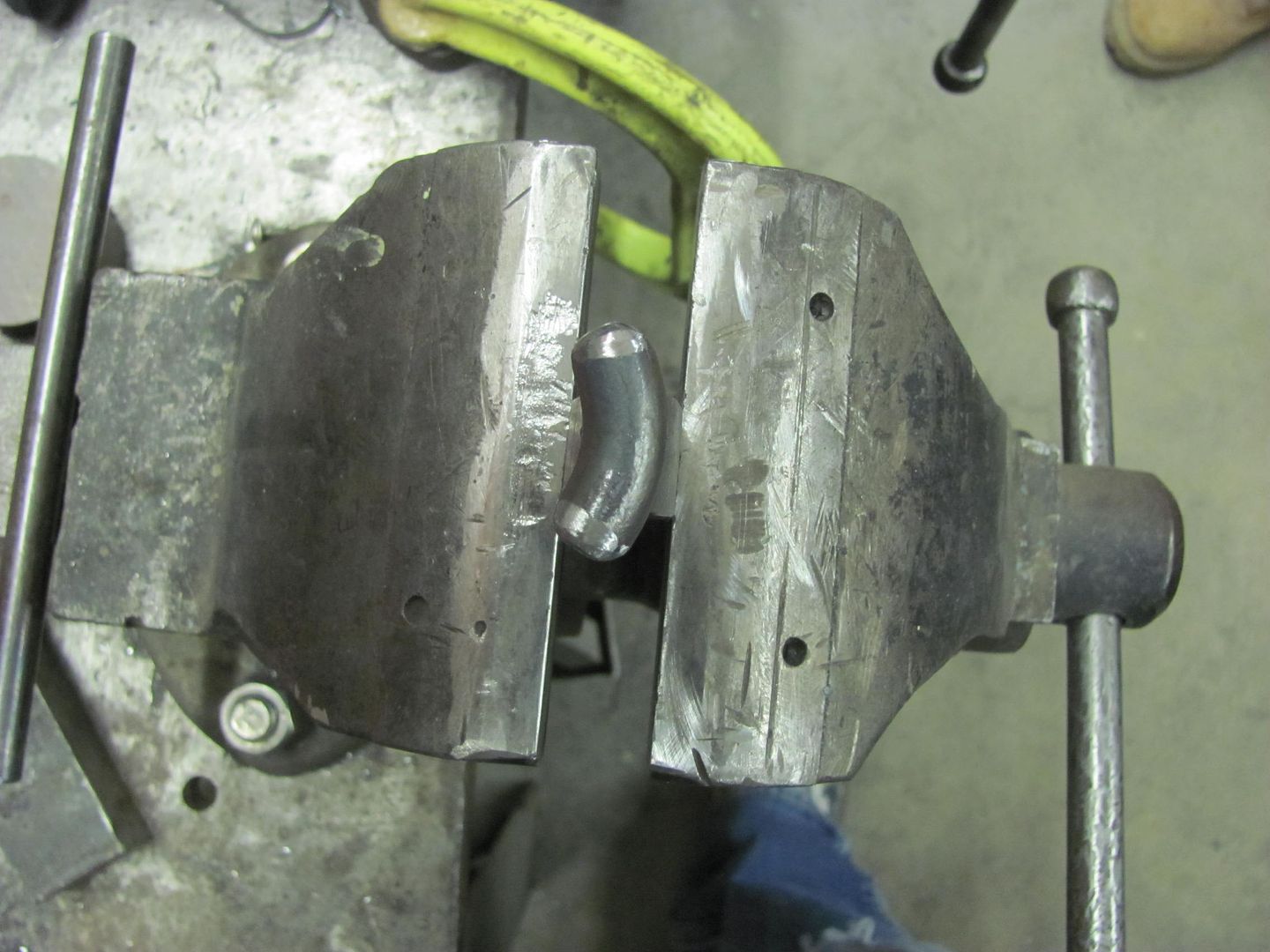
Today Kyle needed to start some welding on the hood brace, so while he was getting set up with the welder, I started making him an anvil that he could use to planish the weld dots inside the radius voids..
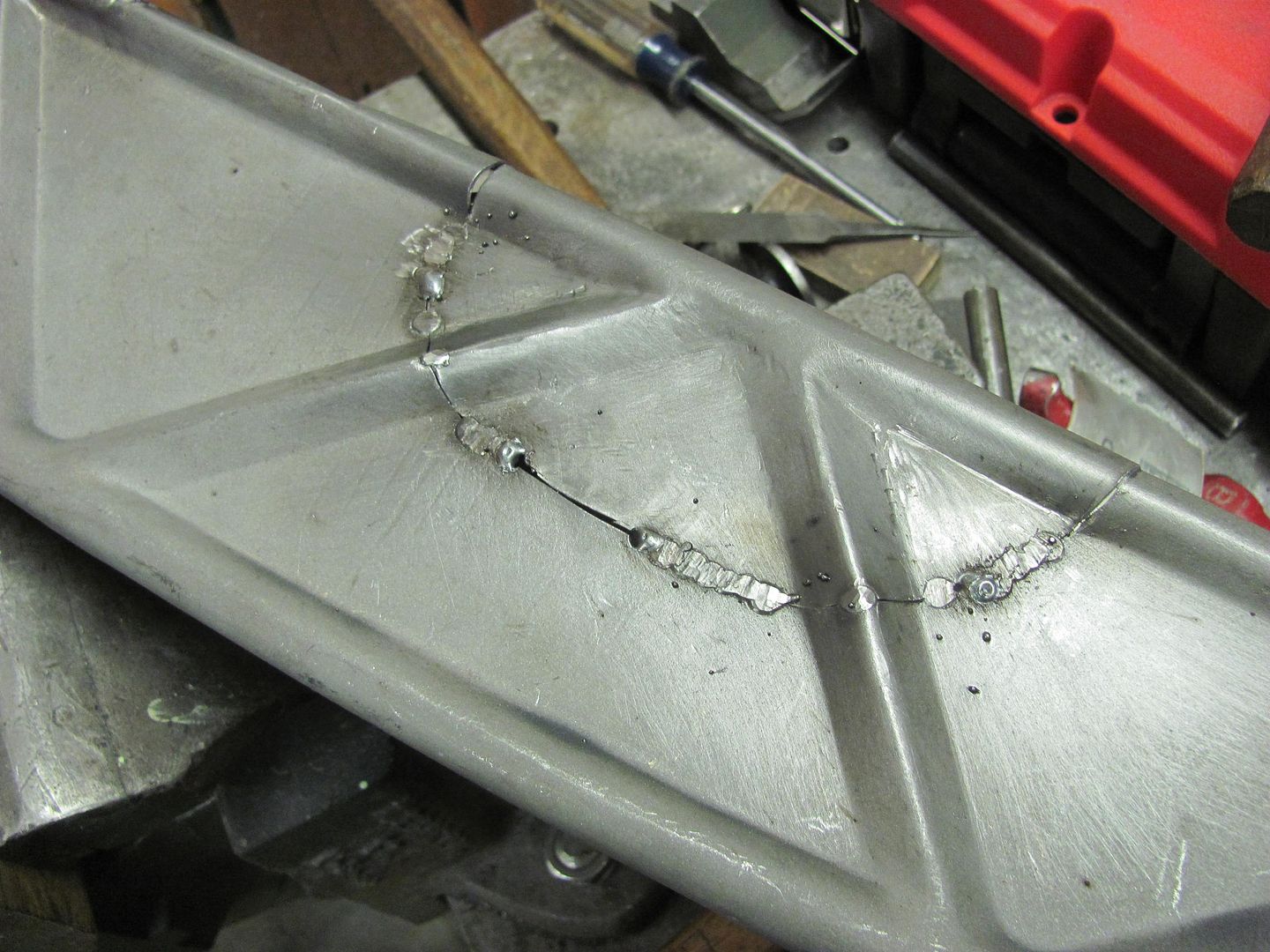
Heat applied...
Kyle's first job at welding sheet metal, he's a quick learner. He did have a couple spots that didn't like the heat and blew a hole, but he did a real nice job in getting those fixed as well.
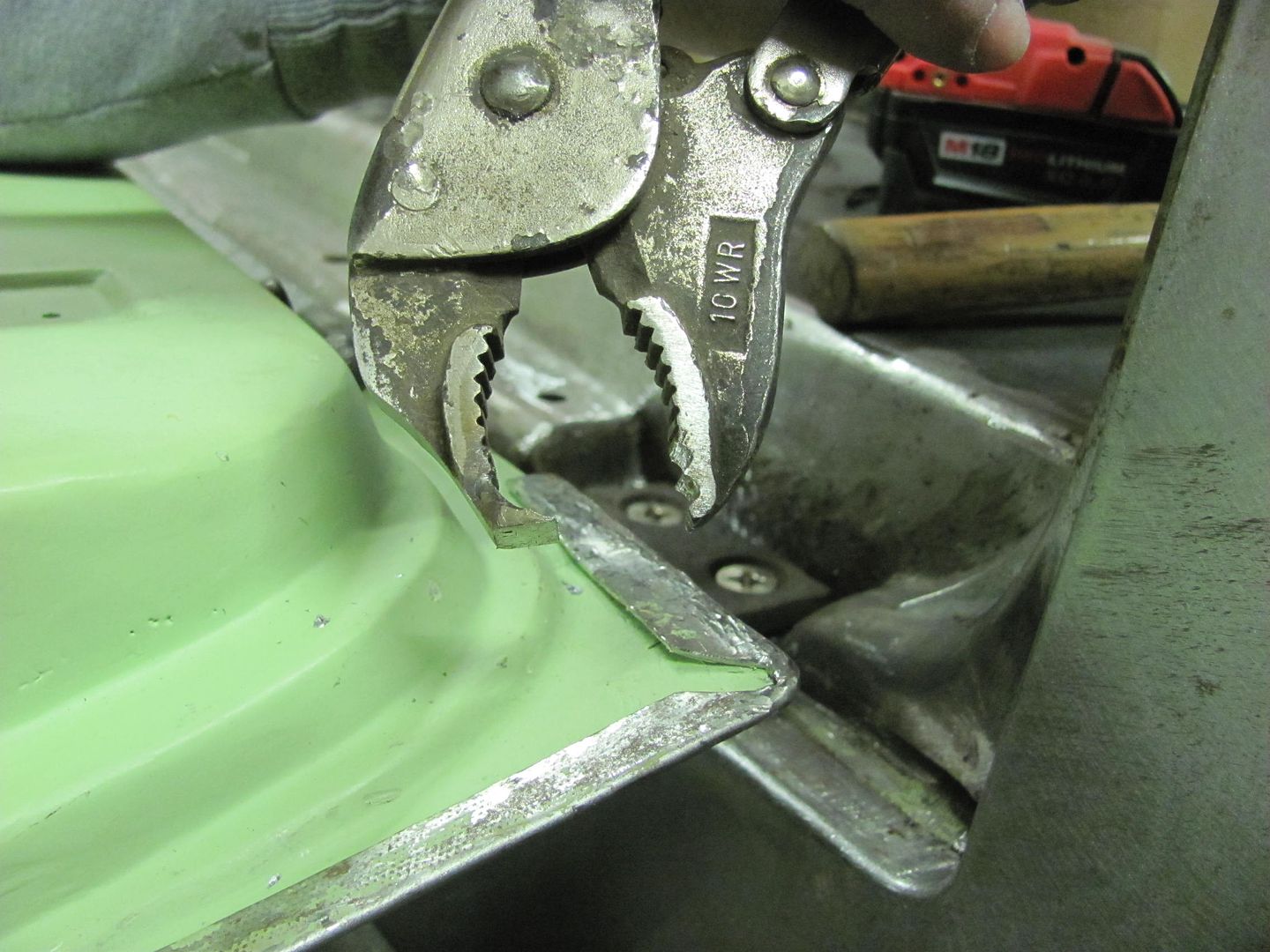
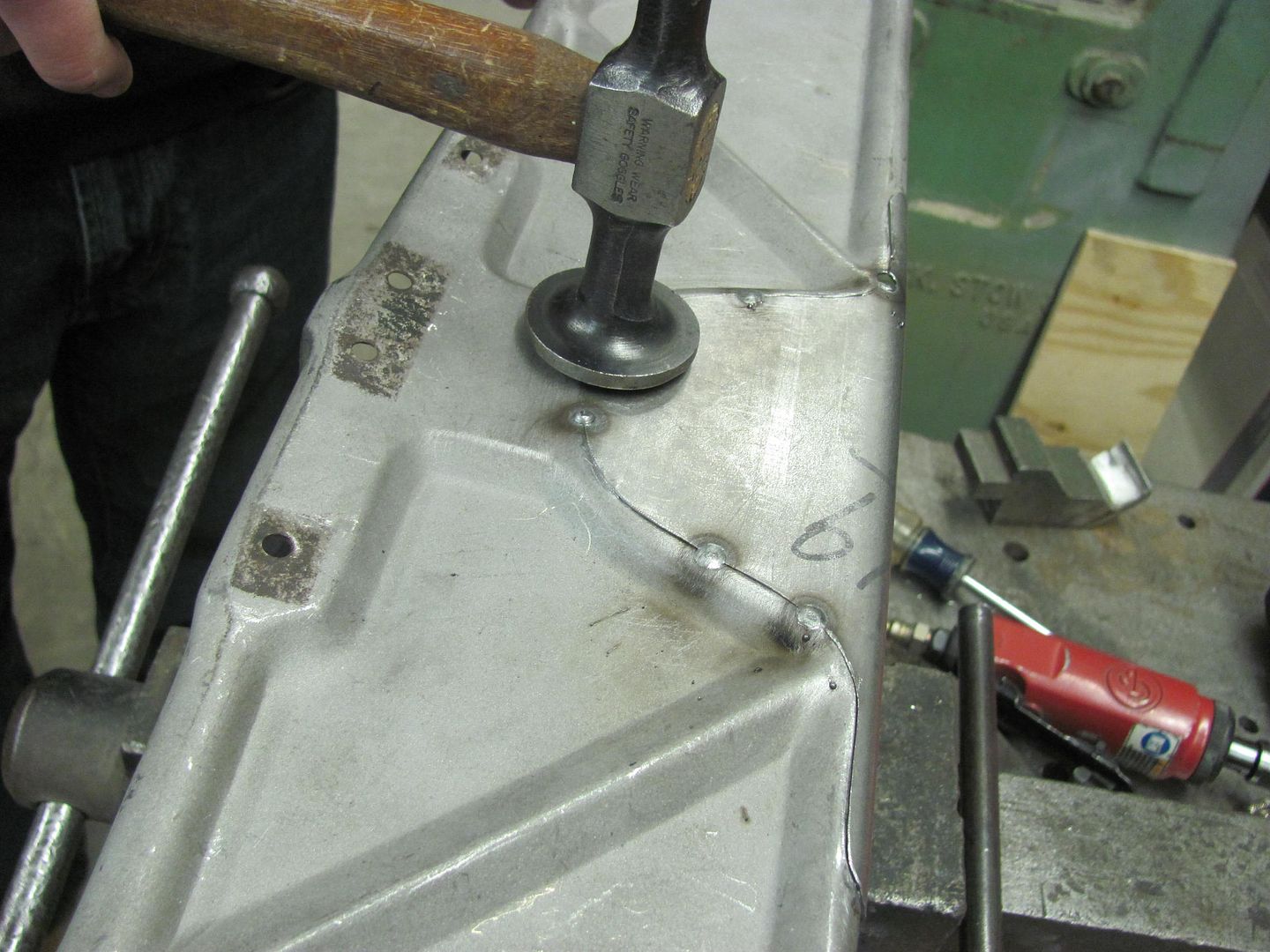
Planishing weld dots on the new "anvil"..
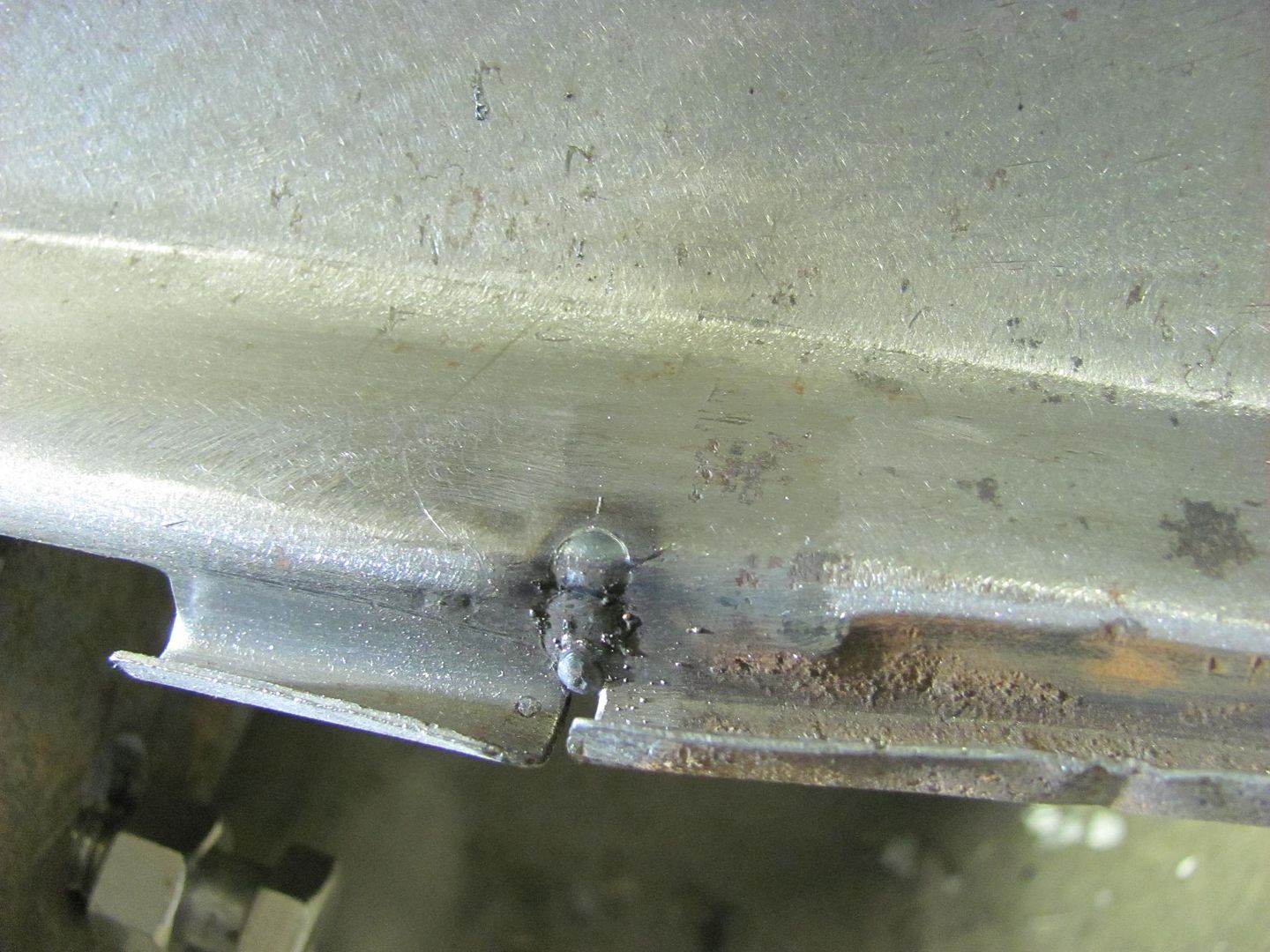
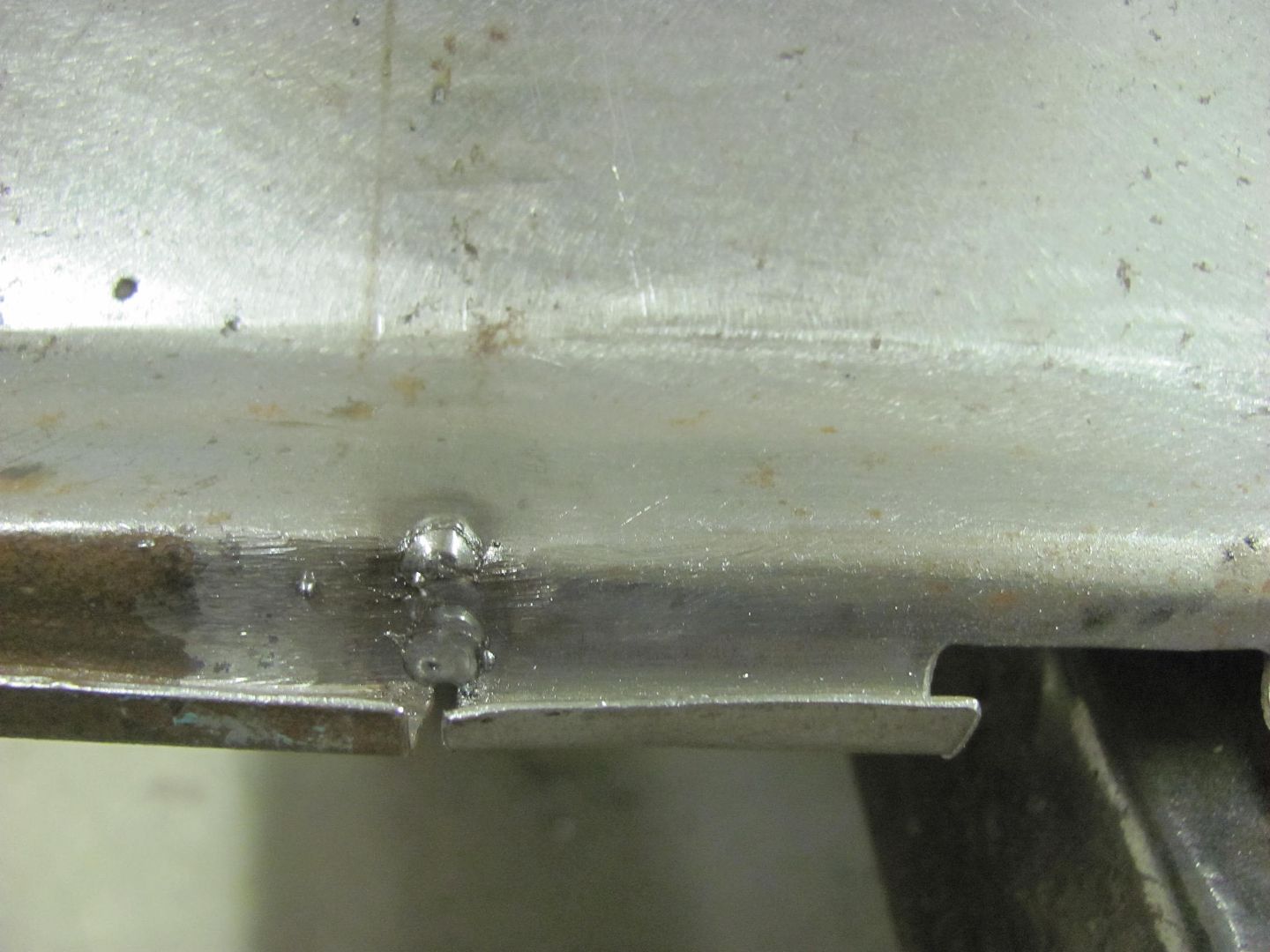
Full weld penetration...
While he welded away, I turned my attention to the front end. The passenger door had a bit of a tight spot to the rear edge of the fender while opening.. Using a hack saw blade as a "feeler gauge", it was tight in one area. To help out the situation, time for another tool. I have a dent puller with a small pair of vise grips permanently attached, so we just need an adapter kit...
This was some leftover square tubing scraps...
In use..
After the pulling effort, the tight gap was well over two HSB thicknesses.
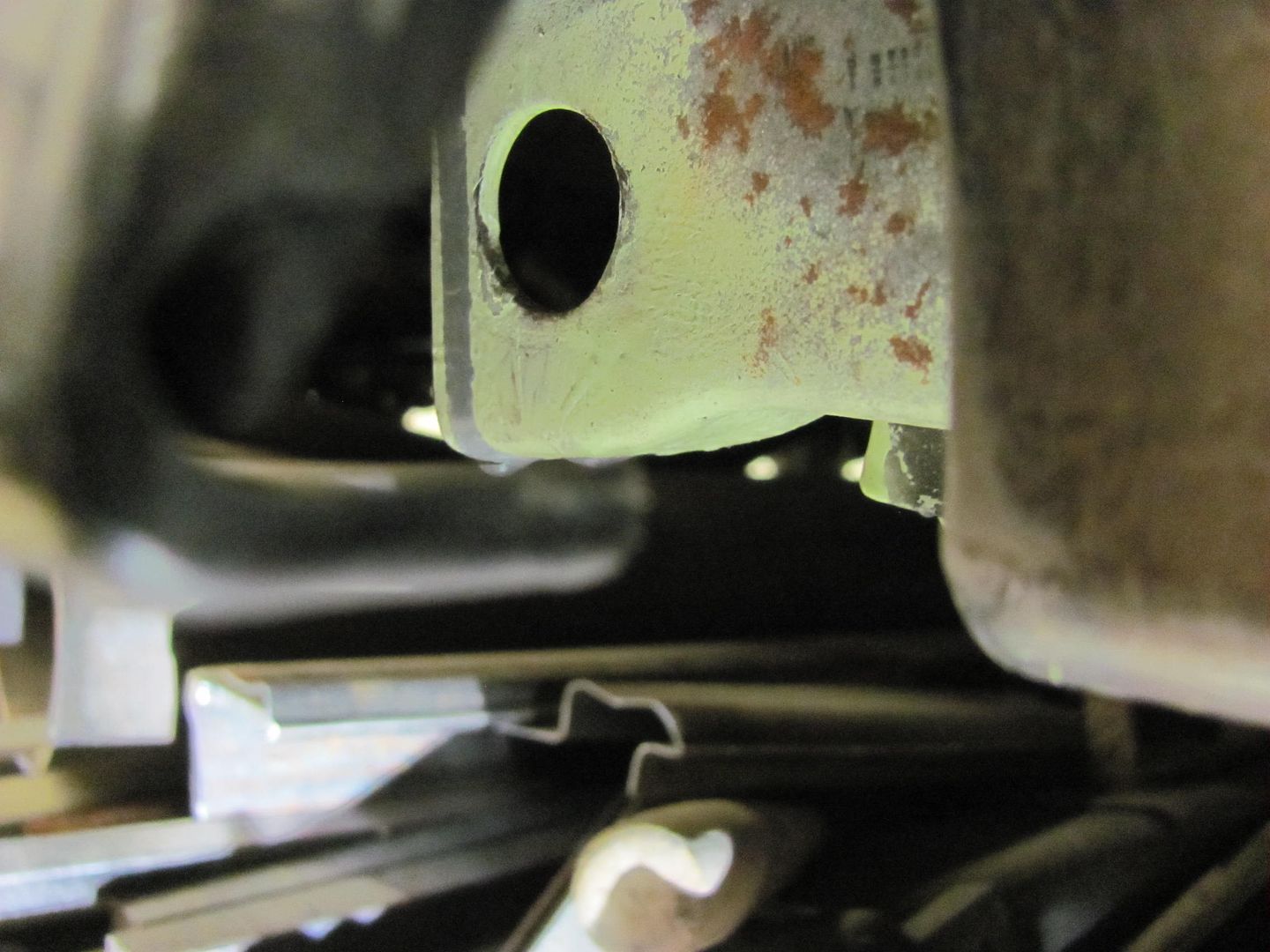
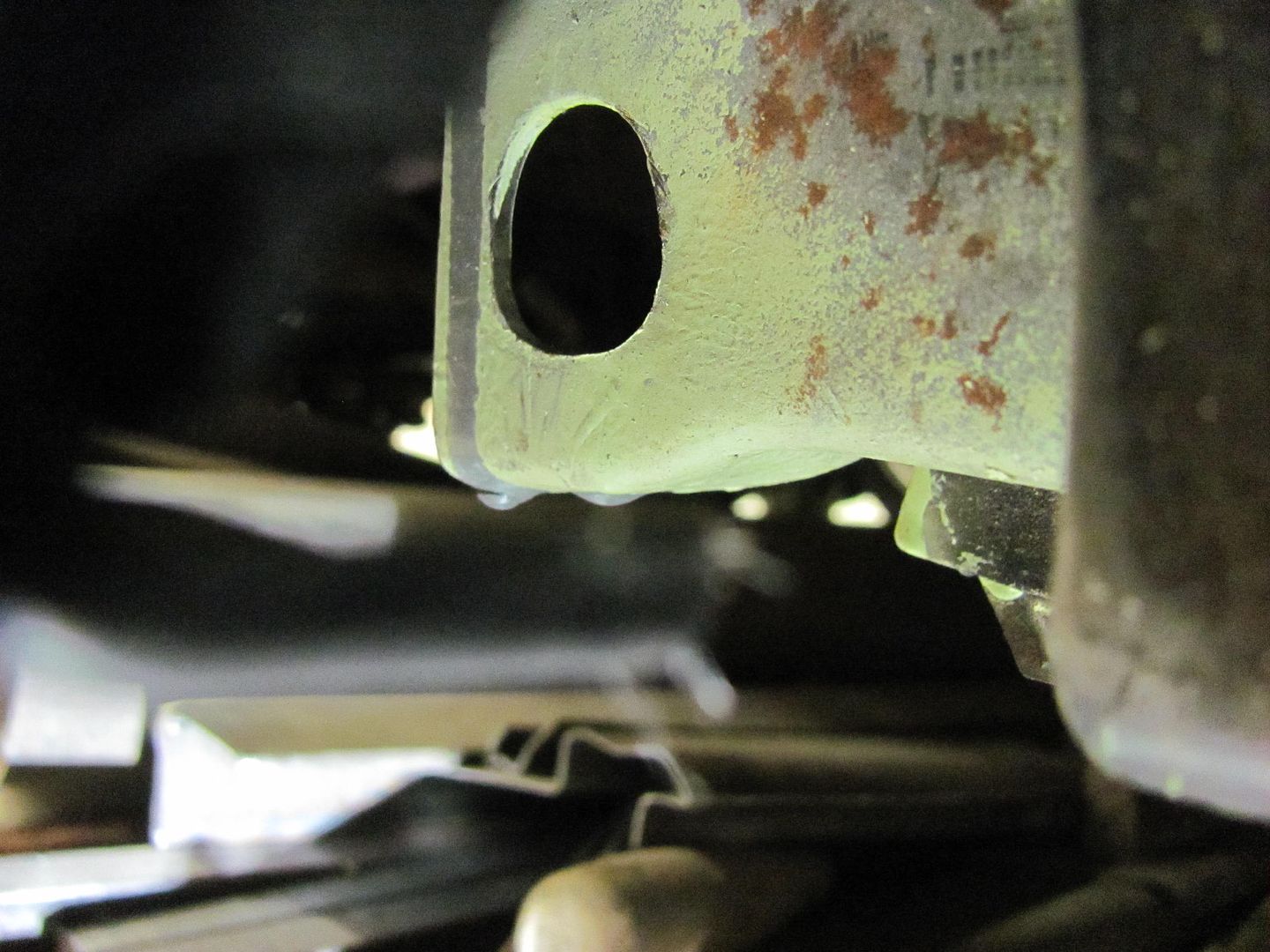
Moving on to other fender fitment, the bottom edge of the fender was higher than the adjacent rocker. Any adjustment was futile as the bolt was at the bottom of the adjustment hole. Time for some die grinder action to bring the hole downward and also flatten the bottom edge of the hole so any movement forward or backward doesn't push the bolt upward..... This was done on both fenders..
Test fit shows much better alignment.. This may be why the 57 went to a square hole..
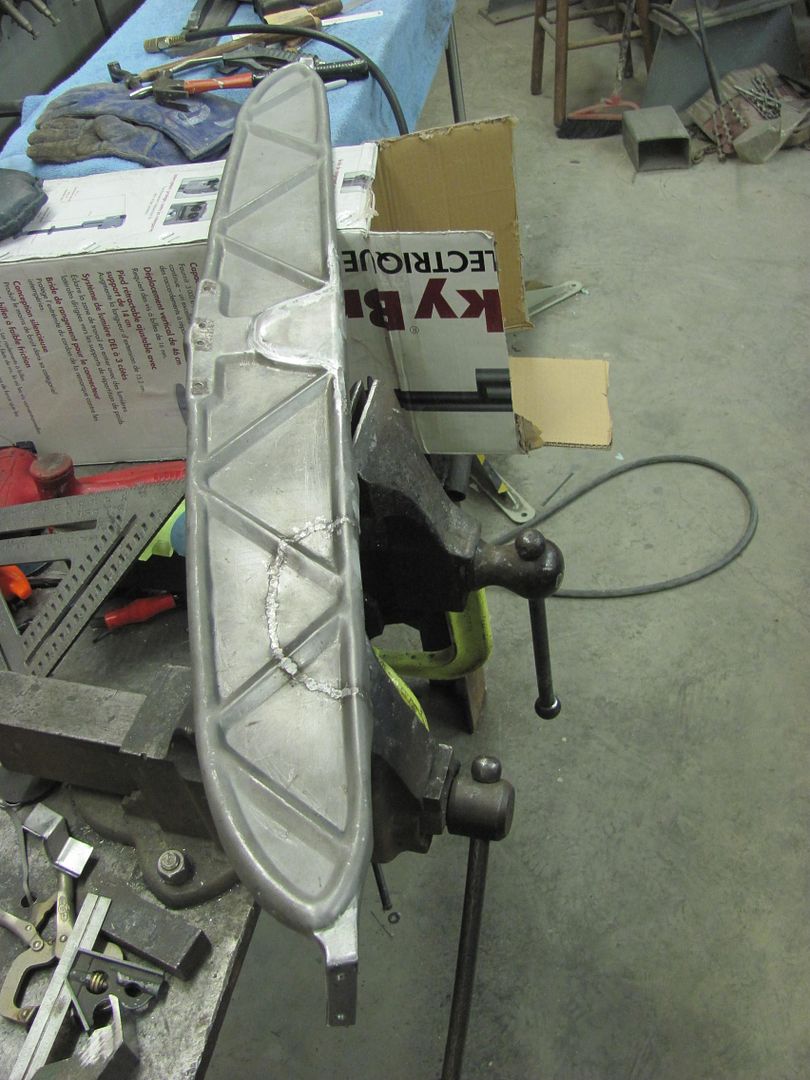
Kyle done with his welding on the center patch, just needs to be dressed with the sanding disc. We'll save that for after the other patch gets welded in place..
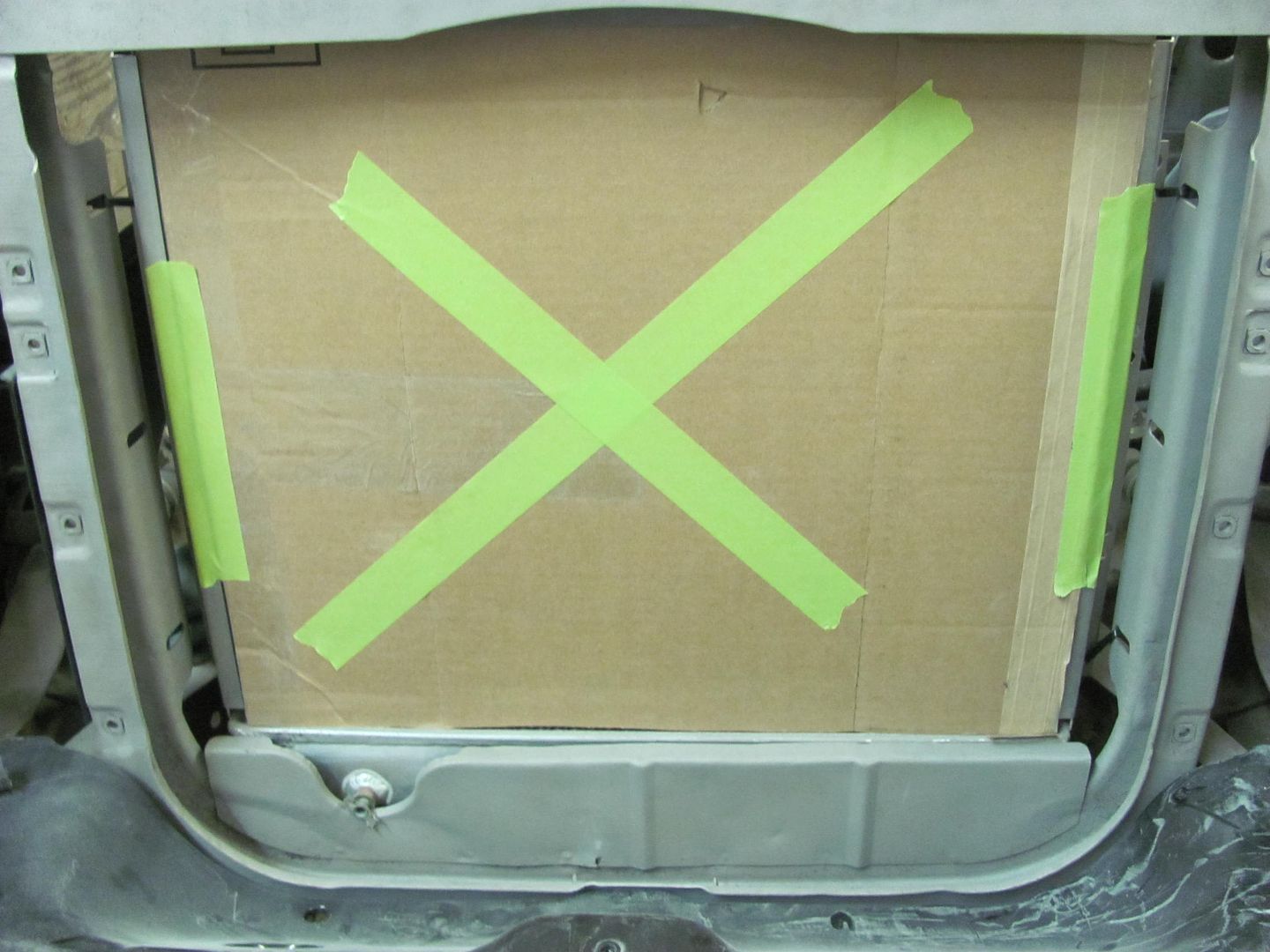
Front:
Rear:
And I was also busy making more dust... Can't wait for springtime and the leaf blower




















")