whateg01
Well-known member
Finally got some time to mess with cleaning up the wiring on my 10ee. I have had a toggle switch supplying power to the VFD since I got it up and running. This weekend, I wired in the machines factory start and stop buttons and a 3 pole contactor, using the third pole for latching. Pretty happy with the results. The contactor that was already there was not original and whoever installed it really cobbled it together. This is much cleaner.
Old vs. new (if you look closely at the right side of the old contactor, you'll see a black and a white wire going to the same terminal. Follow them down and you'll see them twisted together and wrapped in electrical tape with a piece of 10ga wire. Apparently, they didn't have any large wire, so they just paralleled them. I have done that in a pinch to get by, but never have I left it that way!)


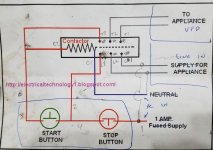
Here's how it's wired.

Dave
Old vs. new (if you look closely at the right side of the old contactor, you'll see a black and a white wire going to the same terminal. Follow them down and you'll see them twisted together and wrapped in electrical tape with a piece of 10ga wire. Apparently, they didn't have any large wire, so they just paralleled them. I have done that in a pinch to get by, but never have I left it that way!)
Here's how it's wired.
Dave




")