Superbec
Well-known member
Nice work on the manifolds! What are they for?
it's part of a city water purification system

Nice work on the manifolds! What are they for?

I too have one and for the price point I don't think you can beat it. I use the steel cutting blade in mine.

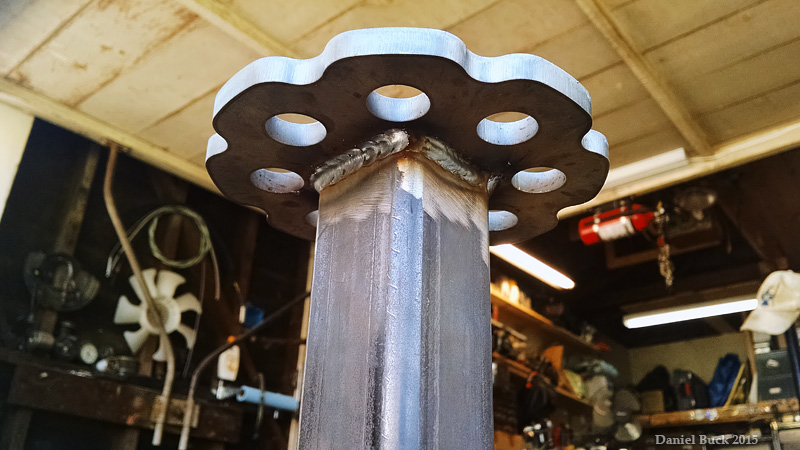
Shooting target, spins when shot. The circles are 1/2 plate; it's entirely MIG welded.
Here's a video of my finished DIY fume hood extractor V1.0:
...A missed shot or two and the welds or surrounding material will break...

Shooting target, spins when shot. The circles are 1/2 plate; it's entirely MIG welded.

I'd suggest you gussett the top bar that the spinner spins about. A missed shot or two and the welds or surrounding material will break. The forces on the supporting member of a spinner are pretty high.
Did you flatten the tubing yourself?



I cant see the image at work due to filters, but shooting steel plate is dangerous. It is possible to have a bullet ricochet back from denting in the metal.
This is why targets are made from AR500.
Just becareful. I was gonna start making targets and was told to shy against making them from Steel.








It's the portable welding fume extractor that I was mentioning above.
http://www.garagejournal.com/forum/showthread.php?p=5335120
Basically a cheap version of this. Total additional cost out of my wallet came to $40 since most of the stuff I already had.

The velocity isn't high enough for it to be a problem. When I feel like spending the money V2.0 will use a higher efficiency centrifical fan that won't stall out like the axle propeller blades.Thanks Ryolse. Good to see it in action. So, since I'm new to welding, do you see the suction being a problem when you're welding with gas? Or would you only use this if you're flux core welding? Thanks.
Where do the fumes go? The commercial units have special filters to catch the harmful particles.

Did this project a while back, but here it is. I made some traction bars for my 2nd Gen Dodge Ram. I got rid of the axle hop.
Huh, shop teacher brought his personal one in and it's a huge POS. Cutting 1.5" aluminium square tubing on angles, somehow it caught and cut the lever inside which raises the blade guard when you lower it, spit it out at him...
I have never had an issue with mine. At its price point, I wouldn't choose another tool. 4x6 band saw is slow and equally as big of a POS and cuts so slow im drunk before I can get two cuts done. Abrasive saws make my cuts look like i was drunk before and after the cut however I usally have to get drunk to ease the pain of using the saw; drifting cuts, loud, dirty, and miter cuts are really a joke .
I have been looking for a used scotchman cold saw but the only ones I have found in my price range are missing allot of parts. Until then the rage gets the job done.
A while back I made a new stand for my tube bender, then removed the handle and replaced it with a trailer jack:
There's a reason these tanks are machine-welded. Too much at stake to rely on humans. Would you buy a tank that was human-welded knowing that your safety is at stake? Food for thought. I'm just concerned about your safety. It's one thing for a weld to fail on a machine stand. It's another thing if it blows up on your face when it has 100psi in it.
Those types of traction bars actually bind your suspension, becareful towing.
Great job on the fab and welding. Just for future reference, welding mild steel to drums and disks tends to be problematic as the weld tends to crack at the boundary. With the hydraulic it won't be near an issue as if you were manually bending but just something to keep an eye on.
Those types of traction bars actually bind your suspension, becareful towing.
Yeah, need a shackle or slider maybe.
Actually no they do not, as long as there is a shackle at the back of the leaf spring that will move back and forth.
...Traction bars like that limit that movement unless they are mounted at the same angle as a line drawn from the front spring mounting bolt to the center of the axle.

Nice work. Kudo's on doing it with a torch. Most here need to do cad drawings for weeks, then have the pieces laser,water jet, plasma, or milled.Did this project a while back, but here it is. I made some traction bars for my 2nd Gen Dodge Ram. I got rid of the axle hop.
Ditto, you beat me to posting the same thing. But the people who don't understand will still think it will bind.What he has is a simple 4 link. no binding. Now if he would have built a ladder bar type unit, then yes it would bind. The ladder bar would create an arc not conducive of the arc created by the leaf spring suspension system. It is really no different than what GM has done on their A body cars with the coil suspension for all those years.
Welding project complete, ready for the machine to be mounted. Looks like a good weekend for that to happen.

ISP is correct, those tractions bars can cause binding. To see how much you would need all the measurements and angles of the suspension and bars. When it binds it would rotate the axle slightly which would also rotate the leaves slightly.
Since the purpose of these long bars is CONTROL the rotation to stop wheel hop if done correctly it has shown to be beneficial. Ford Lightning F150 long bars which are 58" long have become popular.
A shackle used with this system would make it dead weight. It would no longer restrict he axle from rotating.
It is NOT a four link, to do that it would have to have a pivot between the leaf spring and the axle. Such a pivot is used in some race cars with leaf springs and ladder bars.
The success of these long bars has a lot to do with suspension travel, the less the better.
i can take some pictures. but i divide the tubing in half, draw a sharpie line along each side of the tubing. and i just clamp a piece of angle iron on the band saw so each pie cut is the same length. i just keep turning the tube 180 degrees and line up the sharpie mark on the angle iron with the tubing marktoelesswelder, how do you make the pie cuts and have them come out so well? Are you using some kind of sled on an vertical bandsaw? Please show pictures of your procedure if you have them.
Thank you.
Britt


















