Fix Until Broke
Well-known member
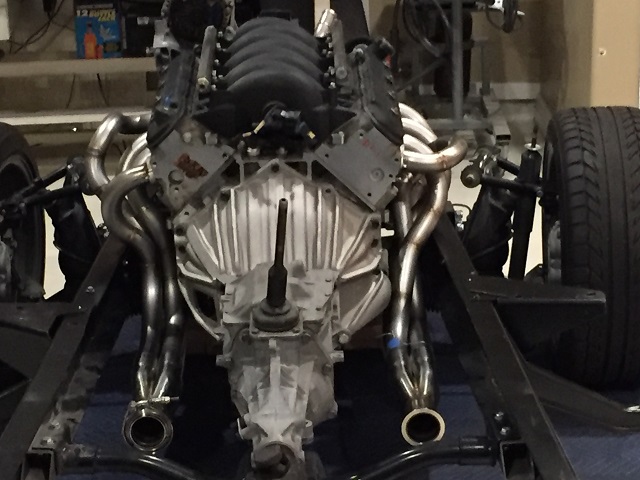
I'm looking for a "better" way to make square cuts, mid bend, on round tube elbows for things like engine exhaust, intercoolers, headers, etc. Similar to the below which started off as a mandrel bent 90 that I reduced down to ~65 degrees then added the straight extension on.
 .
.
What I did on the above was to used a digital protractor to set to the angle I need and use the natural score marks on the top of straight part of the tube aligned with one leg of the protractor. The protractor is then slid axially along the tube until the other leg is perpendicular to the same score marks. You can kind of see the marks in the picture of the tube below (I'll get better pictures this coming weekend).



Wixey Link
Digital Protractor Link
Mandrel Bends Link
The tube is then marked at this one spot, clamped in a vice and then cut with a sawzall.
This works OK, but sometimes there's not a nice seam/score mark on the tube, and sometimes my sawzall skills are not as straight and true as I'd like them to be.
For the straight sections, I use a Lee Rap Around and then scribe a mark to follow with the sawzall (just outside the line) and can clean it up with a 6" 36 grit sanding disc down to the line. This works relatively well but if I need a short piece of tube (say 1.5" long piece of 4" tube), it's a little clumsy.

I believe the ideal solution is a nice big vertical band saw and one of these from ICEngineworks in 4" or a wire EDM machine, but that's not in either the $$ budget or floorspace budget at this time.
So - is there anything that I can do better than what I'm already doing?
I've tried tubing cutters and have a lot of trouble getting them not to spiral/thread on the harder/larger material (all these tubes are stainless). So much so that I've given up on using them.


Any thoughts on making a perimeter mark around a tube in the middle of a bend? If there's a straight line, I can follow it pretty good.
I have not tried a chain cutter, will that work in the middle of a bend? Even if it does not cut all the way through, if I can get a straight/true line, I can work with that.
What about one of the SWAG tables and a Milwaukee PortaBand? My current project is 4" so I'm concerned that the 13" wide table will be a bit small for a full size elbow (~24" overall with both legs). This is at the upper limit of my budget right now at ~$500 all in.

These are all TIG welded **** joints so fitment needs to be pretty good. The wall thickness is 0.065" on the straights which isn't too bad to work with, but on the outside of a 1D CLR bend, the thickness will be down at 0.030" or less, so filling any gaps by imperfect fitment gets challenging and a bit ugly.
Imagine filling a 1/2" gap on a **** joint with 1/4" thick material - that's what happens if you're off by one blade thickness!
So, tube fabrication experts...what is a better/different way to do this?
What I did on the above was to used a digital protractor to set to the angle I need and use the natural score marks on the top of straight part of the tube aligned with one leg of the protractor. The protractor is then slid axially along the tube until the other leg is perpendicular to the same score marks. You can kind of see the marks in the picture of the tube below (I'll get better pictures this coming weekend).
Wixey Link
Digital Protractor Link
Mandrel Bends Link
The tube is then marked at this one spot, clamped in a vice and then cut with a sawzall.
This works OK, but sometimes there's not a nice seam/score mark on the tube, and sometimes my sawzall skills are not as straight and true as I'd like them to be.
For the straight sections, I use a Lee Rap Around and then scribe a mark to follow with the sawzall (just outside the line) and can clean it up with a 6" 36 grit sanding disc down to the line. This works relatively well but if I need a short piece of tube (say 1.5" long piece of 4" tube), it's a little clumsy.
I believe the ideal solution is a nice big vertical band saw and one of these from ICEngineworks in 4" or a wire EDM machine, but that's not in either the $$ budget or floorspace budget at this time.
So - is there anything that I can do better than what I'm already doing?
I've tried tubing cutters and have a lot of trouble getting them not to spiral/thread on the harder/larger material (all these tubes are stainless). So much so that I've given up on using them.
Any thoughts on making a perimeter mark around a tube in the middle of a bend? If there's a straight line, I can follow it pretty good.
I have not tried a chain cutter, will that work in the middle of a bend? Even if it does not cut all the way through, if I can get a straight/true line, I can work with that.
What about one of the SWAG tables and a Milwaukee PortaBand? My current project is 4" so I'm concerned that the 13" wide table will be a bit small for a full size elbow (~24" overall with both legs). This is at the upper limit of my budget right now at ~$500 all in.
These are all TIG welded **** joints so fitment needs to be pretty good. The wall thickness is 0.065" on the straights which isn't too bad to work with, but on the outside of a 1D CLR bend, the thickness will be down at 0.030" or less, so filling any gaps by imperfect fitment gets challenging and a bit ugly.
Imagine filling a 1/2" gap on a **** joint with 1/4" thick material - that's what happens if you're off by one blade thickness!
So, tube fabrication experts...what is a better/different way to do this?
Last edited:
") - I couldn't find the combination adapter quickly, but it looks just like a simple standoff.
- I couldn't find the combination adapter quickly, but it looks just like a simple standoff.