Jswain
Well-known member
Does it do the same thing if you print one of their stock, pre sliced objects? Which would eliminate your slicer settings, which could more likely be the cause.

That tells me its probably a setting in your slicer that needs to be changed. If the owl prints fine again then that will confirmThe only one that I have that is their stock one is the owl. This happens with the ones that I have downloaded which I haven't changed the settings on. I'm going to reprint the owl and see what happpens.
No enclosure, but no breeze (ie ceiling fan). Will try the 40mm/s speed and see what happens.Try slower too. 40mm/s just to see. Then work your way up. Are you printing with an enclosure with the abs? If not it's probably warping(the abs) and popping off the bed. Try some pla or petg
I don't know. It happens after I quit watching it. It is definitely not stuck to the bed when I find it with the spaghetti all over it.@Eggman Is it warping and pulling off the bed right before it starts stringing of is it still firmly stuck to the bed when you discover the spaghetti?
I've cleaned it several times with alcohol, making sure it's as clean as it can be. I've read about using hairspray to help with adhesion. Only time will tell.Sounds like bad adhesion to the bed at first read
The large difference in temp between the extruded plastic and the room is causing it to warp and pull up from the bed. The part then crashes into the nozzle, gets totally dislodged, and the new filament has nothing to stick to. It then makes spaghetti. ABS's higher extrusion temp can benefit from an enclosure to minimize the difference in temp between the part and the air to prevent warping. That's my guess as to what's happening right now, anyway.No enclosure, but no breeze (ie ceiling fan). Will try the 40mm/s speed and see what happens.
I don't know. It happens after I quit watching it. It is definitely not stuck to the bed when I find it with the spaghetti all over it.
I've cleaned it several times with alcohol, making sure it's as clean as it can be. I've read about using hairspray to help with adhesion. Only time will tell.
A hotbed issue will cause a print not to stick to the bed. if a part breaks free then the filament is just coming out with nothing to attach to. So yes, this looks like a hotbed issue.Hope this is the right place for this question.
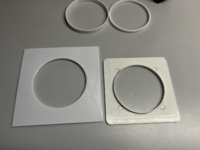
Picked up a Anycubic Max printer about 3 weeks ago. Printed the owl out pretty well. Nothing stood out as being an issue. Used an object that I designed in Solidworks, saved as an stl file, imported into the prusa and cura slicer programs and used the micro sd card to transfer the files to the Anycubic Max printer. It would print for a while, couple of hours or so, and then create a huge stringy mess. The printer did this whether or not i used a file I created or one I downloaded from thingiverse, same stringy mess. Contacted Anycubic about this and showed them pics, their reply was I got a bad hot bed. It's definately warped. Their solution was to send me a new one in 10 to 12 days. A week went by, I asked for a tracking number. Then I find out the hot bed is out of stock. Same thing for the last week and a half.
Now its been three weeks since I bought this printer, still no hot bed. Looking at the pic I attached, does it seem that it's a hot bed issue? Or is it something else deeper in the printer itself? The email I got last night says they have them in stock and I can either send the printer back or they will send me a hot bed. I've cleaned the bed with alcohol, used hairspray, still same results. I don't want to keep it and find out that it's more than the hot bed, but I also don't want to send it back to find out the hot bed would've fixed it.
Thanks for the help.

Try a glue stick. Like this.I've cleaned it several times with alcohol, making sure it's as clean as it can be. I've read about using hairspray to help with adhesion. Only time will tell.


oof, ABS at 80mm/s is way too fast.According to cura, it's 80mm/s, abs.
It seems the clips hold onto the print surface is held pretty tight to the hot bed. I'll add some painter's tape after lunch and try it again.
We'll see what happens.
Thanks.
Yes, brass nozzles wear out. Tool steel nozzles ****, because you have to run about 10-15° more and run slower because they're worse at conducting heat than brass. Abrasive filaments are things like glow-in-the-dark, or fiber-reinforced filaments.I have a question. I just learned they sell steel and ruby nozzles to prevent wearing out with"abrasive filaments" whatever that is. Does this happen with regular plastic too?
I've printed hundreds of pounds of PETG and never thought to change my nozzle. My rule for 3D printing is if it works, I don't mess with it. But I was just wondering if maybe my 0.6 nozzle might be a 0.8 by now.


 Could have made it out of wood, but frankly this was easier, less work, looks nicer, and I don't have to worry about sealing the wood from moisture.
Could have made it out of wood, but frankly this was easier, less work, looks nicer, and I don't have to worry about sealing the wood from moisture.I’m a 3D printing novice. What is ‘ironing’? That print looks amazing by the way.I kept forgetting to update my production parts and turn on ironing. I remembered and this is the result.
As far as I'm concerned, that is an incredible print. Really happy with the X1C!

I've always enjoyed the grain of printed things, but there were a couple I'd have liked smoother, for bolt up purposes. This could be my answer. Thanks.The slicer has this section in it's settings:
Ironing goes back over top surfaces, at the prescribed speed an (low) flowrate. This has a smoothing effect on the surface. Without it, the parts have the visible witness lines of the print. It is remarkably good! This is the only printer I've used this on.
Do you mean QIDI print?Does quidi print have ironing features? I usually print for casting moulds and frequently have issues with top flat surfaces.
Yes, that. Have 2 X-Max units.Do you mean QIDI print?
If you do. Yes it has that option.
NIce. I have just have one.Yes, that. Have 2 X-Max units.

How long of a bridge?Does anyone have any tips for bridging with polycarbonate? Everything is beautiful except for the bridges which turn into blobby messes. The print does conclude after the blobby messes get covered up, but it's not ideal. Printing in an enclosure at 90F with Polymaker PC-Max (now called PolyMax). I have tried everything from no fan up to 100% fan on bridges and extruder temps from 250-270. 250 with 100% fan on bridges has yielded the best results so far, but it's not that much different than 270 with no fan. The only things I can think of trying next are:
a) Drying the filament (I don't think this will do anything because it seems pretty dry as-is)
b) Supports
Only about 3/8"! Your idea sounds like a good plan, but it won't work for this part because the bridge is at an angle, so bridging occurs during many layers. I'm trying tree supports now. Hopefully it works out.How long of a bridge?
PC is not an easy to print filament in general, I have had luck with pausing at the first bridge layer with the nozzle parked away from the object, turning on my enclosure vent and dropping enclosure temp to 60, wait another 30 seconds for the temp in the enclosure to more or less stabilize and then print just the first layer that includes the bridge at 250 and 100% fan, pause again parked away from the object and bring the enclosure back up to 90 and the nozzle to 265-275 depending on brand of PC and move on.
It gives a decent first layer of bridge that helps it not be as stringy and thin. It is a pain in the *** of post processing gcode though.