Had a comment on another forum that I responded to, and thought the exchange would be right at home here as well.
texasking said:
Makes a lot of sense. Always just tried to make the patch small to limit the area of warpage instead of placing it where I can control the warpage. Thanks for the enlightenment.
Went back through this thread to see if I had missed anything, and I think we can expand on this comment by TK just a bit, may help with understanding warpage. I had done some test welds a few years back and I think the pictures taken will help out here. The tacks were done using the TIG and NO filler for minimal warpage. This also means we need absolutely tight joints... Here's a video of the tacking process, and as said in video, amperage is set at 70. Based on 18 gauge thickness this should have been about 45, but as we also do with MIG "dot" welding, higher amperage and less elapsed time on trigger pull = flatter welds, less HAZ.
Note minimal weld size, minimal HAZ with the higher amperage, shorter burst...
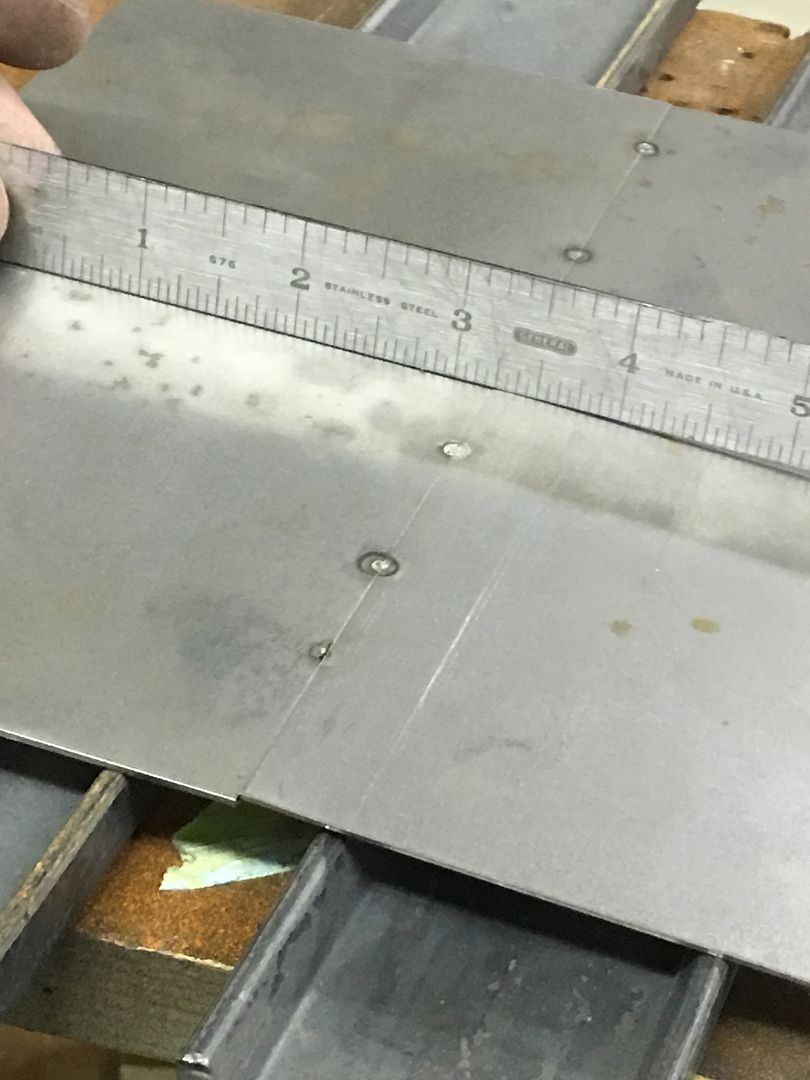
Patches started out flat and for the most part remained so..
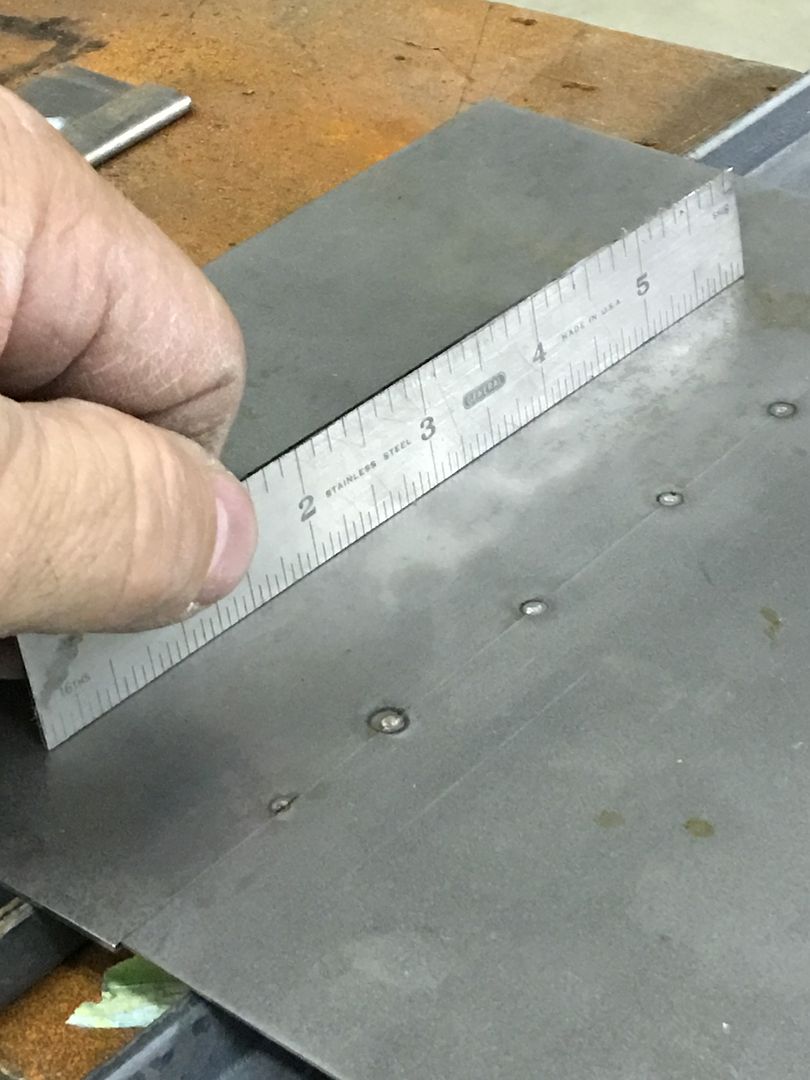
Adding a weld pass we are quick to see some distortion...
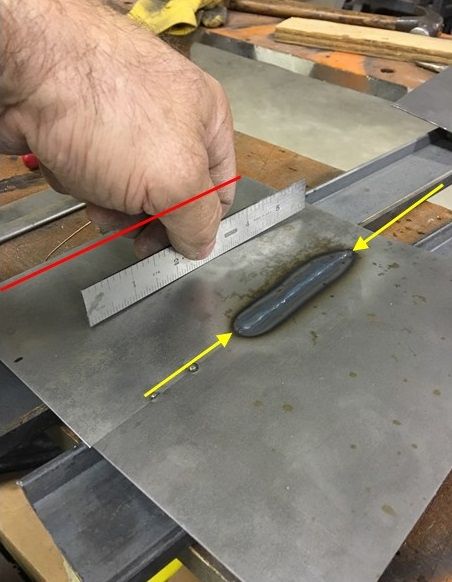
Examining this further, even though we have absolutely tight gaps for less instance of the panels pulling together, we still see distortion.. This is your typical weld shrinkage as the weld cools. Note in the next picture the panel is still fairly flat along the edges (red line), some shrinking at the weld (yellow arrows) and show a dramatic pucker between the two. Note that the weld has yet to be planished, so the weld shrinkage is pulling the metal alongside it together, the areas unaffected by heat remain largely unchanged (red line) and the area between the two are forming a bulge due to these differing forces. Here we address the problem, not the result. Planish out the weld to stretch it in length and the bulge will disappear. Don't make a habit of chasing the result, a shrinking disc on the bulge is not the correct resolution; if this were a crowned panel that action would be causing a severe low area.
Referring back to an earlier statement I made on weld location:
So if given the choice here, I am using the tallest quarter available and putting the seam: 1) where I have access for planishing 2) in a higher crown area to help control warping 3) near body crease to help control warping (keeping enough distance for dolly placement).
......let's try this same scenario using a crowned sample near a body crease so we can take advantage of all 3 choices...
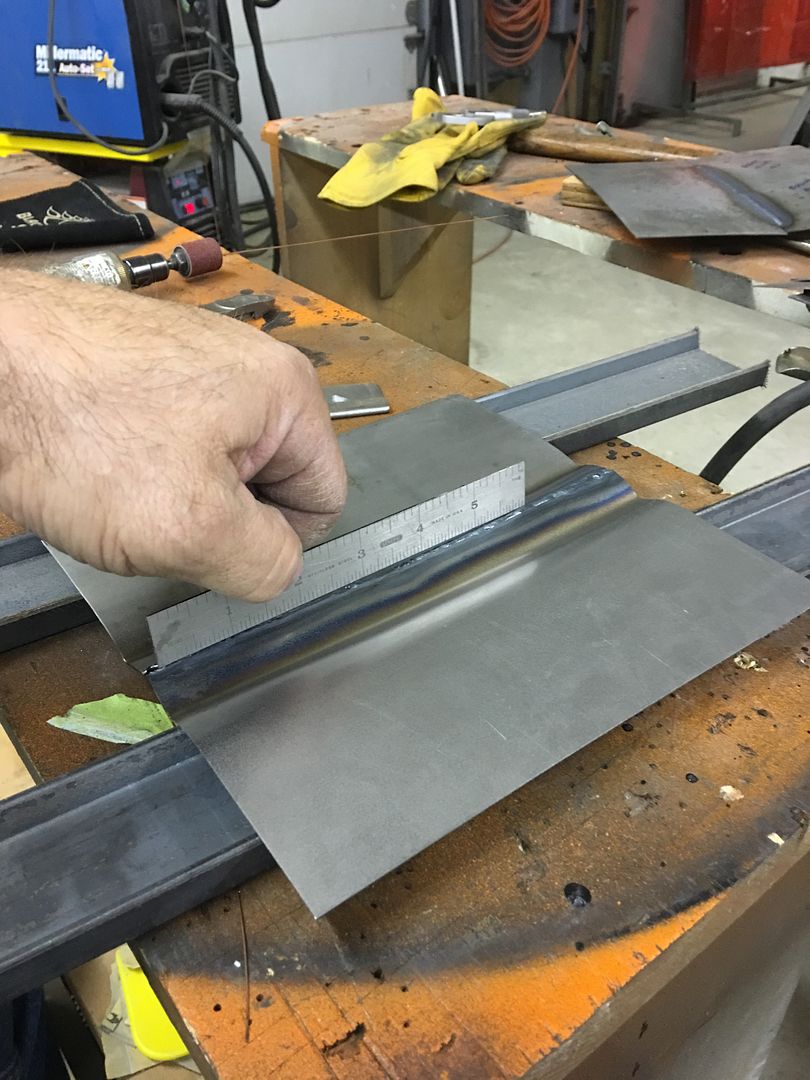
Weld pass....
Here we can see how the weld location and panel features (crown, body crease) helped to control and limit any warping effects. The weld will still need planishing to restore the crown of the center bead, as no doubt it has pulled in slightly, but this is hands down a dramatic improvement over the flat "patches" we did the first time. This shows how these features in your body panels can help out in controlling weld distortion, so take advantage of these in weld location and leave the limiting of panel size as your absolute last consideration.