dr_clyde
Well-known member
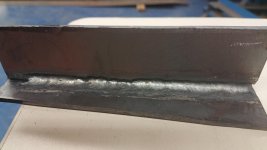
Not a bad weld for your experience level.
That looks a little cold, and a little under-filled. Looks like you're focused a bit too much on the bottom plate. A lap weld should just nip the top edge of the top plate.
I'd bump your heat up to 130 or so. Wiggle your tungsten up and down a little, the heat goes where you point it. Add rod at the top of the wiggle. Basically, you're guiding the puddle along with the tungsten.
That looks a little cold, and a little under-filled. Looks like you're focused a bit too much on the bottom plate. A lap weld should just nip the top edge of the top plate.
I'd bump your heat up to 130 or so. Wiggle your tungsten up and down a little, the heat goes where you point it. Add rod at the top of the wiggle. Basically, you're guiding the puddle along with the tungsten.