
You are using an out of date browser. It may not display this or other websites correctly.
You should upgrade or use an alternative browser.
You should upgrade or use an alternative browser.
Learning to WELD!
- Thread starter bczygan
- Start date




Bronson
Well-known member
I just saw this.
Good on you, Bill, I'm impressed!
Good on you, Bill, I'm impressed!
I just saw this.
Good on you, Bill, I'm impressed!
Bronson,
That means a lot to me, especially coming from you.
It's a long slog learning these skills, and trying to improve. Lots of seat time.
But it gets to be fun, when you get to where you could do something half way OK.
Bill
Welding class went as planned.
We had fun with the variety of tasks.
Used a spot welder to fasten 2 pieces of 1/8" together.
Silver soldered copper tubing with pre-fluxed and regular silver solder.
Welded plastic **** joints with 2 different plastic welding materials.
Fun!
Next week will be midterms and beginning of stick welding.
Bill
We had fun with the variety of tasks.
Used a spot welder to fasten 2 pieces of 1/8" together.
Silver soldered copper tubing with pre-fluxed and regular silver solder.
Welded plastic **** joints with 2 different plastic welding materials.
Fun!
Next week will be midterms and beginning of stick welding.
Bill
Attachments

Welding class today was the second session of stick welding (SMAW).
Last week I got checked off on beads of 3/32 6010 and 7018 and 1/8 6010. Started playing around with (And recording) different temperatures to see how they effected bead shape and speeds.
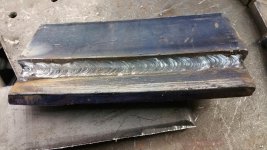
Today I ran, and got checked off on beads of 6013 and a "V" groove with 6010 root and 7018 passes to fill and cover. Also ran and got checked off on some 6013. Boy does that run beautiful beads. And the slag unzips itself, LITERALLY!
Played around with some 7024 and 6010 lap joints on 3/8" material.
I've been running hotter and faster than the first 2 classes of stick I took before.
Bill
Last week I got checked off on beads of 3/32 6010 and 7018 and 1/8 6010. Started playing around with (And recording) different temperatures to see how they effected bead shape and speeds.
Today I ran, and got checked off on beads of 6013 and a "V" groove with 6010 root and 7018 passes to fill and cover. Also ran and got checked off on some 6013. Boy does that run beautiful beads. And the slag unzips itself, LITERALLY!
Played around with some 7024 and 6010 lap joints on 3/8" material.
I've been running hotter and faster than the first 2 classes of stick I took before.
Bill
Yesterday was 1F 3/8 plate fillet weld. 1/8 6010 root and 1/8 7018 cover pass.
Did 6 of them and got checked off on it.
Next week will be lap joints.
Signed up for a fabrication class for the fall semester. It will be the same instructor, so should be chock full of interesting learning.
Bill
Did 6 of them and got checked off on it.
Next week will be lap joints.
Signed up for a fabrication class for the fall semester. It will be the same instructor, so should be chock full of interesting learning.
Bill
Yesterday was a 1F lap joint, straight root pass and cover pass weave both in 7018 at 110A.
Then the same thing in 7024 at 140A.
Plus beads with 6011.
Did it all and got it checked off.
I also did a T joint just for fun in 7024. I really like that electrode.
Bill
Then the same thing in 7024 at 140A.
Plus beads with 6011.
Did it all and got it checked off.
I also did a T joint just for fun in 7024. I really like that electrode.
Bill
Attachments



sberry
Banned
This cost a lot to run, good for a full time shop. I don't use one anymore. We are not doing work that requires it. You don't need it, not sure what they cost to operate, they are well insulated but imagine your oven on 24/7 365.
Last edited:
sberry
Banned
A guy doesn't need every idea he sees or reads, every machine e and tool ever invented. IF there ever was a poster child for a 140 mig Bill is it. If he was CB&I and building a tank farm at a refinery I would be the first to say it was needed.
Last edited:
sberry
Banned
I am a career welder, so some contracting. If it wasn't for that could easily do it all with a small might and it I really want to branch out a Maxstar type machine runs 120/240.
I on purpose wouldn't have that ****. My neighbor is a real pro, haven't been over to weld something since he got a 175 feeder 15 yrs ago. I like a couple sticks to break it up once in a while and for convenience but could really do most of it with a feeder. My go to stick is still a machine I had since 84 or so. I got bigger,, don't use it, been offered all kinds of machines, Ideal arcs etc, don't buy them even.if they are deals. Got half a dozen machines I should sell now.
Some I wouldn't buy again.
I on purpose wouldn't have that ****. My neighbor is a real pro, haven't been over to weld something since he got a 175 feeder 15 yrs ago. I like a couple sticks to break it up once in a while and for convenience but could really do most of it with a feeder. My go to stick is still a machine I had since 84 or so. I got bigger,, don't use it, been offered all kinds of machines, Ideal arcs etc, don't buy them even.if they are deals. Got half a dozen machines I should sell now.
Some I wouldn't buy again.
Last edited:
A guy doesn't need every idea he sees or reads, every machine e and tool ever invented. IF there ever was a poster child for a 140 mig Bill is it. If he was CB&I and building a tank farm at a refinery I would be the first to say it was needed.
I do believe you are right!
And I DO have a Lincoln 3200HD (135A MIG).
And I will not use stick as much as TIG and MIG.
So why have it?
I dunno. Maybe if I do decide to do some 7018 and buy 10#, I'll have a way to store it for the short time until I use it up.
It's 120V with two 500W elements.
It has a thermostat. What temp do you keep it at? Does dehumidification do anything to keep the rods dry? Or is heat needed?
Bill
mrobins297aaa
Well-known member
Yesterday was a 1F lap joint, straight root pass and cover pass weave both in 7018 at 110A.
Then the same thing in 7024 at 140A.
Plus beads with 6011.
Did it all and got it checked off.
I also did a T joint just for fun in 7024. I really like that electrode.
Bill
Bill how do like that 6011 rod?, we used to use that at work all the time it doesn't leave those pretty looking welds like 6013 but I believe it's a stronger weld..........we used to call them gorilla welds, "ugly but strong as hell"
ez-duzit
Well-known member
...Picking up a rod oven tomorrow...
This cost a lot to run, good for a full time shop...
A guy doesn't need every idea he sees or reads, every machine e and tool ever invented...
...What temp do you keep it at?...
He said you don't need it.
mrobins297aaa
Well-known member
A guy doesn't need every idea he sees or reads, every machine e and tool ever invented. IF there ever was a poster child for a 140 mig Bill is it. If he was CB&I and building a tank farm at a refinery I would be the first to say it was needed.
I'm not even sure he need it then, In the building trades I don't remember the fitters ever using one they mostly used a light bulb inside the can of welding rod.
mrobins297aaa
Well-known member
Yesterday was a 1F lap joint, straight root pass and cover pass weave both in 7018 at 110A.
Then the same thing in 7024 at 140A.
Plus beads with 6011.
Did it all and got it checked off.
I also did a T joint just for fun in 7024. I really like that electrode.
Bill
Those are some pretty welds, better then I can do
Bill how do like that 6011 rod?, we used to use that at work all the time it doesn't leave those pretty looking welds like 6013 but I believe it's a stronger weld..........we used to call them gorilla welds, "ugly but strong as hell"
It looks a little nicer than 6010. It does penetrate well, especially if you turn up the dig. Only ran a few, since the school had none and the instructor brought in some of her own.
I really love how the 7024 lays down.
Think I'll pick up the oven, even though the internet consensus everywhere, is you don't need it, except for government work. Will use it to store rod.
Bill
Those are some pretty welds, better then I can do
Just takes practice, and practice, and practice.....etc. etc.!
I would have said lots of seat time, but the new instructor makes us weld standing up, since she says not all work can be done from a chair.
My essential tremors in the hands make that interesting, but again, practice just gets you in the groove.
Plus those aren't that great. I can see every little defect.
Bill
mrobins297aaa
Well-known member
one more thing it takes, the most important thing.........a good pair of eyes, something that I don't have anymore
I knew an old welder that was a real heavy drinker. Totally fueled by alcohol. His hands ALWAYS shaked. Laid down the BEST beads (SMAW) very time. Most likely couldn’t achieve that if he ever sobered up.
Sent from my iPad using Tapatalk
Sent from my iPad using Tapatalk
It looks a little nicer than 6010. It does penetrate well, especially if you turn up the dig. Only ran a few, since the school had none and the instructor brought in some of her own.
I really love how the 7024 lays down.
Think I'll pick up the oven, even though the internet consensus everywhere, is you don't need it, except for government work. Will use it to store rod.
Bill
I only do hobby work but I have a small 50# rod oven for 7018. I really don’t care what anyone says. 7018’s hot out of the oven strike easier and run SO much smoother. And yes I realize perhaps that’s the case because I am NOT a pro welder. [emoji1]

Sent from my iPad using Tapatalk
Last edited:
Oven is home.
4 hours on the road.
200 miles.
Wife doesn't know!
In other news.............
Small engine class today. Didn't have time to find something to bring and work on.
So worked on stuff that was brought in.
One of the school custodians brought in a blower that didn't start or run.
I discovered a fuel line disconnected and another had a hole rubbed into it.
Connected the one and cut 1/4" off the other. Filled with good gas mixture and it started right up.
Second blower brought in by another student.
Was empty, so filled with good gas. Used proper starting procedure and it started right up.
Spent the remainder of class tearing down a motor for recycling.
Bill
4 hours on the road.
200 miles.
Wife doesn't know!
In other news.............
Small engine class today. Didn't have time to find something to bring and work on.
So worked on stuff that was brought in.
One of the school custodians brought in a blower that didn't start or run.
I discovered a fuel line disconnected and another had a hole rubbed into it.
Connected the one and cut 1/4" off the other. Filled with good gas mixture and it started right up.
Second blower brought in by another student.
Was empty, so filled with good gas. Used proper starting procedure and it started right up.
Spent the remainder of class tearing down a motor for recycling.
Bill
mrobins297aaa
Well-known member
I knew an old welder that was a real heavy drinker. Totally fueled by alcohol. His hands ALWAYS shaked. Laid down the BEST beads (SMAW) very time. Most likely couldn’t achieve that if he ever sobered up.
Sent from my iPad using Tapatalk
I knew a guy like that, he used to say the only thing difference between him and a alcoholic was that he didn't attend the meetings. He was a good welder, he use to say "I can weld up anything but a broken heart and the crack of dawn, you can find me in the yellow pages under stinger"
In the summer of 1980 we were working Sunday's at the Fleetwood Cadillac plant changing out chilled water coils, it was hot as hell in the plant. After lunch he fell off a 12' ladder hit his head and was dead by that evening. He had 4 beers for lunch that day which was normal for him......he was 31.
dr_clyde
Well-known member
I know a couple welders who are drunks. Sad, really. Lots of wasted talent. I don’t know what it is about some trades, but welding and machining tends to have a higher percentage of alcoholics than the others. Maybe it’s the stress.
A friend of mine, his dad is always between jobs because he can’t stay sober. Talented machinist, knows what to say and do to get hired in. Then gets let go again after 2 weeks for drinking on the job or showing up 12 beers in after lunch.
A friend of mine, his dad is always between jobs because he can’t stay sober. Talented machinist, knows what to say and do to get hired in. Then gets let go again after 2 weeks for drinking on the job or showing up 12 beers in after lunch.
I know a couple welders who are drunks. Sad, really. Lots of wasted talent. I don’t know what it is about some trades, but welding and machining tends to have a higher percentage of alcoholics than the others. Maybe it’s the stress.
A friend of mine, his dad is always between jobs because he can’t stay sober. Talented machinist, knows what to say and do to get hired in. Then gets let go again after 2 weeks for drinking on the job or showing up 12 beers in after lunch.
Very sad indeed.
Sent from my iPad using Tapatalk
sberry
Banned
It's easy to change jobs.
sberry
Banned
Agree,, way easier to change jobs. I am an alcoholic.
sberry
Banned
I quit in 91.
Just found out the school is seeing if there is enough interest for a welding sculpture class for the fall/winter.
I had suggested this to various administration officials. Not just because I would like to take the class, but also because the instructor would be my present welding instructor. She is an excellent instructor and welder and welding inspector and artist.
I was the first called today, to see if I would definitely sign up. 3 potential class times worked for me, so absolutely!
Bill
I had suggested this to various administration officials. Not just because I would like to take the class, but also because the instructor would be my present welding instructor. She is an excellent instructor and welder and welding inspector and artist.
I was the first called today, to see if I would definitely sign up. 3 potential class times worked for me, so absolutely!
Bill
Last edited:
It has a thermostat. What temp do you keep it at? Does dehumidification do anything to keep the rods dry? Or is heat needed?
Bill
Bill,
RTFM (or the label) on the SPECIFIC electrode(s) and how they should/must be stored.
Different electrodes have different storage requirements.
example: 7018 or other low-hydrogen electrodes usually say to use from a hermetically SEALED container and once opened to be stored at 120-150C (250-300F).
But a 'standard' cellulosic electrode (like 6010, 6011, etc) usually needs a little bit of moisture to run properly. Too much (high humidity, etc) can also cause problems running the electrode. But this class of electrode has a storage temperature of about 40-50C (100-120F).
And with rod evens, there are two general types. Storage ovens and storage/rebake ovens.
Rebake temperatures for low hydrogen electrodes are usually about 700-800F for about one hour, AFTER predrying at about 200F for an hour.
XXX8 low hydrogen rods (7018, 8018, etc) will usually have a similar holding/storage temperature.
Other rods (as briefly mentioned) have a different holding/storage temperature.
Again, RTFM on the SPECIFIC electrode.
captain14
Well-known member
Bill now has 20,000 posts. Good luck in the classes.