I had a request to explain my process for grinding down the welds, so here goes. It's kinda hard to take pictures and grind at the same time, but we'll do the best we can.
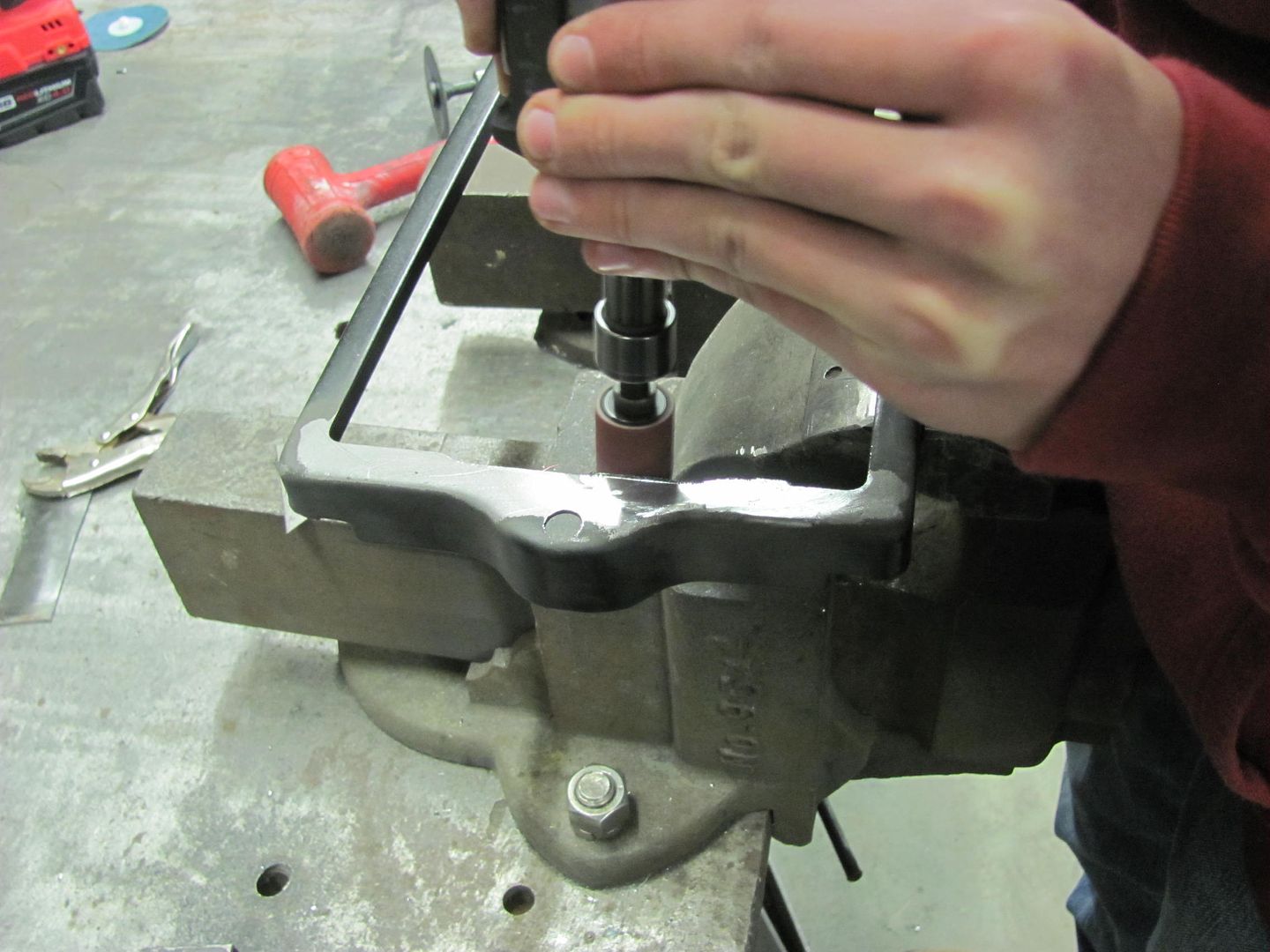
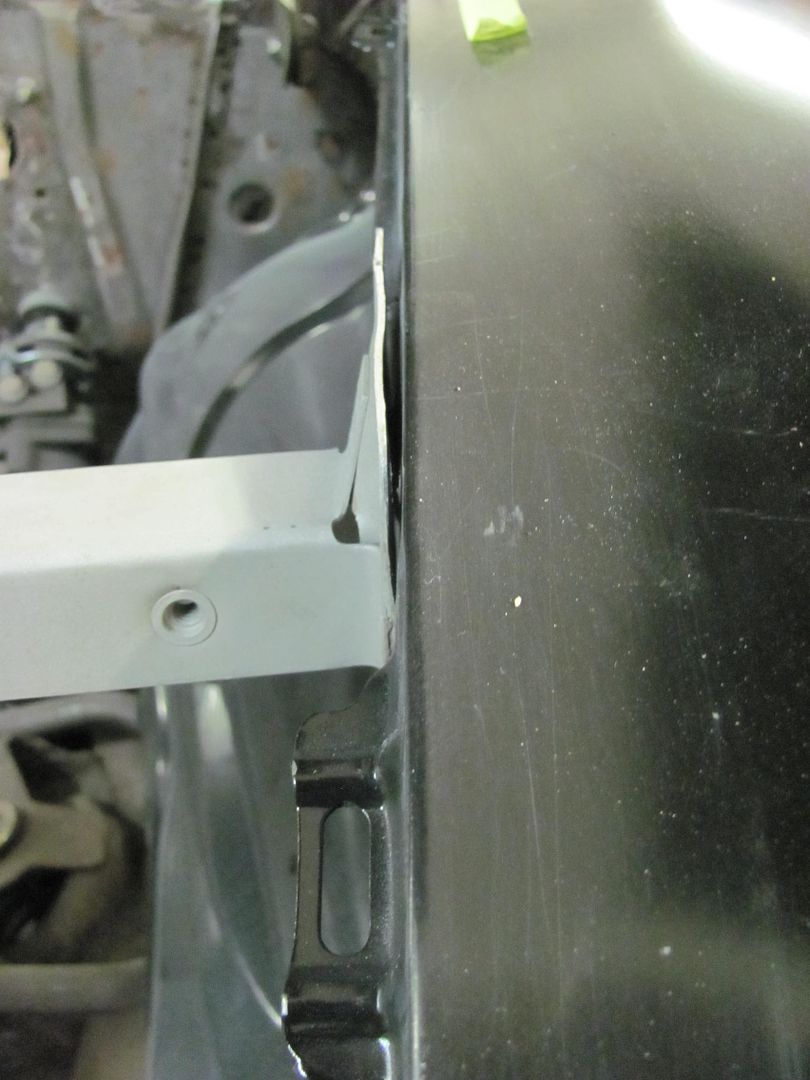
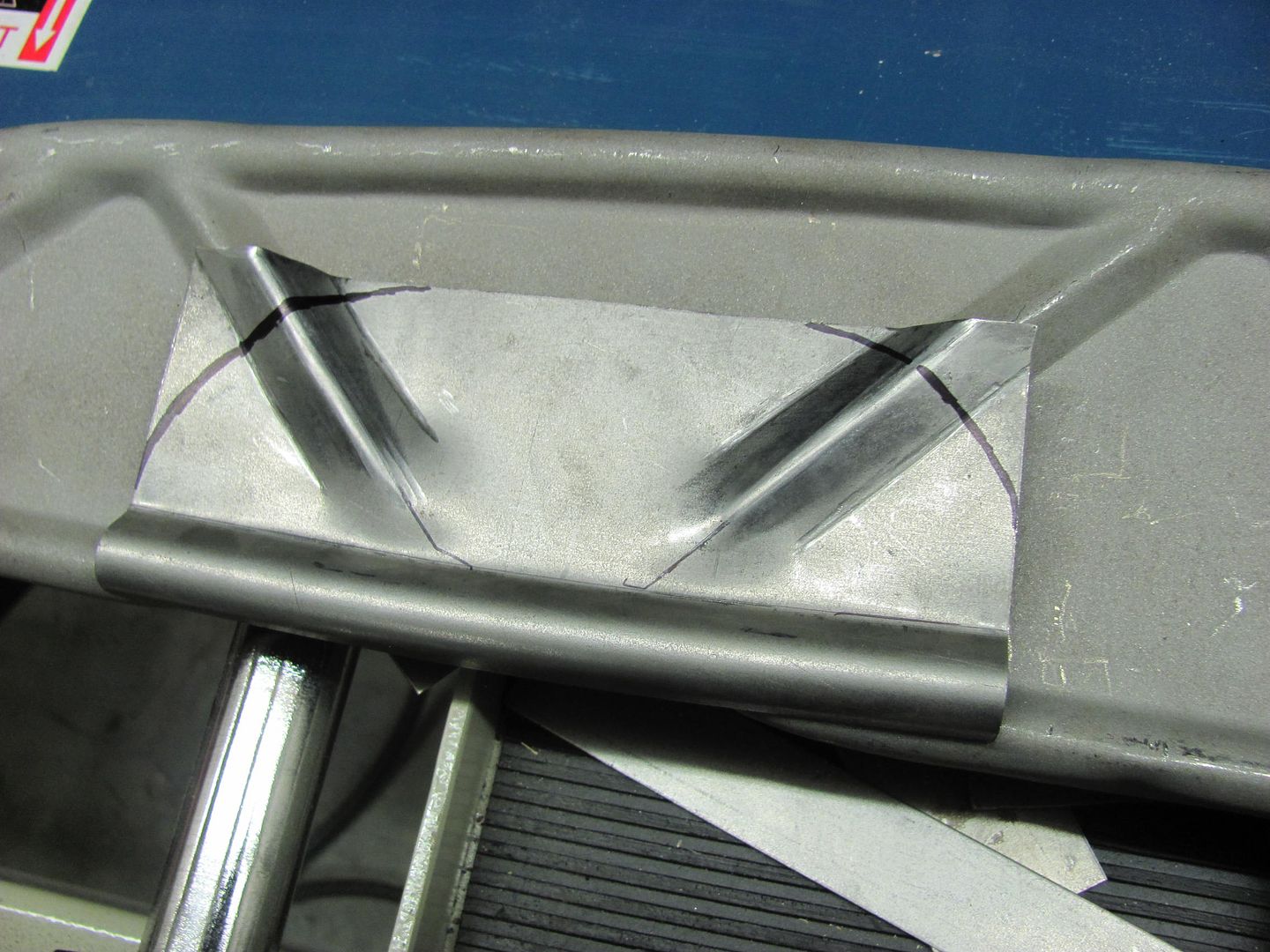
I use a 3" cutoff wheel, 1/16 thick, and hold it perpendicular to the weld bead. I work this back and forth along the weld bead, covering about a 1/2" area. Don't sit in one spot or it will tend to cut and not grind. next, if we just stayed in the center of the weld bead, you would wind up with a concave depression in the middle of the weld when done, so make a few passes down the middle, then work toward one side, then the other, in attempt to keep what you are grinding fairly flat. Try to stop when you are just above the surface of the sheet metal, or otherwise you will have grinding gouges, like some of the ones shown here:

This takes a bit of patience and finesse (something I'm still working on), but getting rid of the bulk of the weld in this fashion seems to make the sanding discs last quite a bit longer. After the welds are down to a workable level, switch to the 3" angle sander, I use a 60 grit sanding disc.











































%20r20039v33.png)