The stock braking system will be no match for the new one ton axles so I’ve been researching upgrades. I found a few different versions of master cylinder upgrades but what appeared to be the easiest involves swapping in a master cylinder off of a ’99 Dodge 2500 which is a direct bolt-in with only a little fabrication. Sourcing one at the local parts store was easy and I think I have just enough time after work tonight to knock it out.
Started with draining and removing the factory unit. Believe it or not it’s empty here, that’s just how dirty the brake fluid was.

Brake lines removed then pop off the nuts that retain the proportioning valve and then the retention lock nuts.


After so many involved aspects of this project, a less complicated mod like this one is a nice change. I’m a minute and a half in and I’m ready to start in on the conversion. The most significant fabrication is to solve a problem with this little guy. This 1/4-inch diameter rod depresses the master cylinder and, based on the articles, is just short enough that it doesn’t have enough adjustment to support and will need to be replaced.

Here’s where a little planning makes a mod so much easier. Goal is to take measurements so I know exactly where the rod is set now, how much it needs to grow, make a new one exactly the right length, and then install it exactly where it (should) need to be for the new master cylinder.
Here’s the two side-by-side. The factory unit is top left, Dodge unit lower right. The casting and piston on the base appears to be maybe half again larger which should make a significant difference in braking power.

That being said, the business end doesn’t appear to be all that different except for the new one doesn’t have a guide tube for the rod.

I worked back and forth between the units taking offset measurements for the depth of the guide tube

And the distance that the casting sits inside the booster.

Then took a reference measurement to see how far inside the booster the rod was. After I do the math, I should be able to use this measurement to check my work.

With the basic measurements jotted down on a notepad, I removed the rod from the booster. I then took one final measurement of where the retaining shaft was in relationship to the face of the booster. This allowed me to figure out how much adjustment was possible with this little guy.

The rod was set fairly deep, about 4 threads in.

Which leaves me with likely less than a half inch of adjustment.

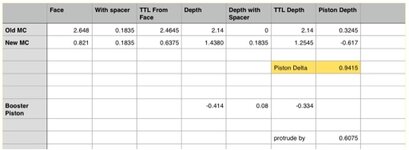
Now to figure out what is actually needed. I created a numbers worksheet that handled the math for me after entering the data points. The “piston depth” in the far right column is where the piston was/will need to be in relationship to the face of the booster (same as the flange on the master cylinder). For this master, I need a rod that is almost an inch longer so the one I have won’t work.

As luck would have it, the rod has 1/4-28 threads and is dimensionally the same as a 1/4” bolt. Quick trip to the hardware store to pick up a 3” grade 8 bolt as a starting point (get 2 because, well you know).

Believe it or not, I cut this one handed while looking through my cell phone so I could take this picture. Remember I had a second bolt (no I didn’t need to use it).

Nice thing about Grade 8 hardware, I know that the thread length on this bolt is 1” so I can easily determine if where I cut makes sense.

Now to the lathe. I’m going to flatten and then round the nose of this bolt shaft to match the profile of the factory rod. I chuck it up in an ER32 Collet chuck so I can get at it a little better without risking the chuck jaws.

This really is maybe a minute or so activity. I barely touch the part while making a half radius motion. Notice the cardboard below the chuck. That’s to prevent the dust and sparks from landing on the ways of the lathe. They’re no good for it.

Close enough I’d say.

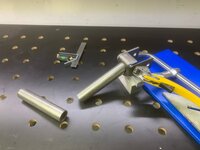
Not bad for spit ballin it. Black line signifies where the screw was adjusted previously and the new rod is just shy of .900 longer.

Hand threaded it into the retainer and set it approximately .600 extruded from the face.

And adjusted it to be sticking out exactly the .6075 that my spreadsheet indicated as the new adjustment length. As I started putting it all back together, I found that the proportioning valve bracket didn’t fit well around the new master cylinder housing which makes sense given the difference in housing size.

So out comes the carbide burr to touch it up.

And we’re moving on again.

I had read that the brake lines between the master and the proportioning valve may not be long enough to reach but I wanted to wait and see before buying lines. Unfortunately the write-ups were completely correct though, there’s no way they’ll make it no matter how I bend the lines. I’ll have to stop and get some tomorrow or figure out another way.

Brake lines for the calipers are on order and I’ll bleed the system as soon as they arrive. The setup looks so similar, it almost doesn’t look like I did anything.

Wait…there’s one more thing I should do. I’m not a huge fan of letting peepers easily be able to see all of the mods I do to vehicles. I prefer to give them things to find and it’s those things that typically uncover the enthusiasts who really know their stuff. In this case, I don’t really want the master to look aftermarket so swapping the factory cap back on is preferred.

There, now that looks better.

Now to deal with the brake lines. The new master cylinder is now mis-aligned with the brake lines by almost exactly 1 1/2-inches. There’s two ways i came up with to solve this problem - (1) cutting the bracket and moving the proportioning valve forward 1 1/2” y adding In some material or (2) making new brake lines.
Though I can flare brake lines, I’ve been known to mess up occasionally so I figured I’d go
The metal fab route. Right about as I was about to cut the bracket so I could weld in a 1 1/2-inch spacer it occurred to me that I wouldn’t even need to make an adapter if the stud was, say, 1 1/2-inches longer and I could simply use a spacer to set it forward just enough...hmm.
Concept is to make a spacer that threads on to the existing stud that has a stud of its own. I started with a piece of aluminum faced off square and chucked it in an ER40 6-sided block.

To get a hex it’s really kinda easy, machine a flat and then rotate it and machine another...6 total times.

With the hex machined, I moved the entire assembly to the lathe and chamfered then square edges.

Next step is to drill and tap to match the studs on the master cylinder. In this case, pre-drill to .266 and tap to 8mm x 1.25.

Now to test fit mocking bolts as the studs.

The the stand-off moves the entire assembly forward enough now so the brake brake lines match up to the new master cylinders holes. Proof.

The the stand-off moves the entire assembly forward enough now so the brake brake lines match up to the new master cylinders holes. Proof.

And with the threaded studs in place, the. It’s can now hold the proportioning valve bracket where it needs to be.

And the brake lines can now be threaded into the master cylinder factory-ish. Hindsight I wish I would have thought about machining the stand-off so it would have a pocket on the back so it could conceal the nut behind it. Too much work to do it now so good enough.

Thanks for following along.