This update is a
mixed bag of content...
First the Mill. After spending $600 on the head bearings, I found myself lacking funds to purchase the vice I was after. Originally I planned to purchase a Glacern
Vice, however the $600+ needed was now $350 due the repairs mentioned previously. I would love a Kurt, however the new DX6's have received some bad press and the ebay shipping on the older D688's meant the barrier to entry was high.
A budget of $350 for a vice is really fairly small and this immediately removes US made vices. Therefore I moved to tools made in Taiwan. My previous experiences with Taiwanese tools is good.
The first found was:
Shars 690v
This totaled around $430 shipped, but was out of stock

Then I looked at the Haas site and found this, which was again just out of budget...
HAAS
After this I stumbled around youtube and watched a million videos on vices made in China... until I stumbled upon "This Old Tony's" review of an Eisen vice (over 6 years ago). While he found issues with the vice, his review remained positive.
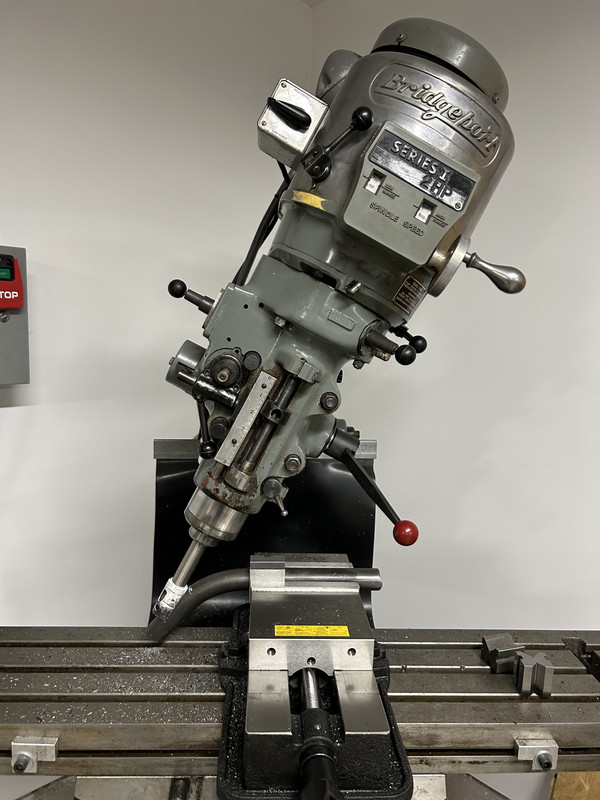
Eisen Vice
With shipping the vice was $350. I decided the risk was acceptable and pulled the trigger. It arrived quickly and the quality was far better than expected. I placed it on the mill and measured the tolerances and it will easily work of my needs.

After this I was able to start machining my first project.
Note at this point I have never actually touched a mill before!
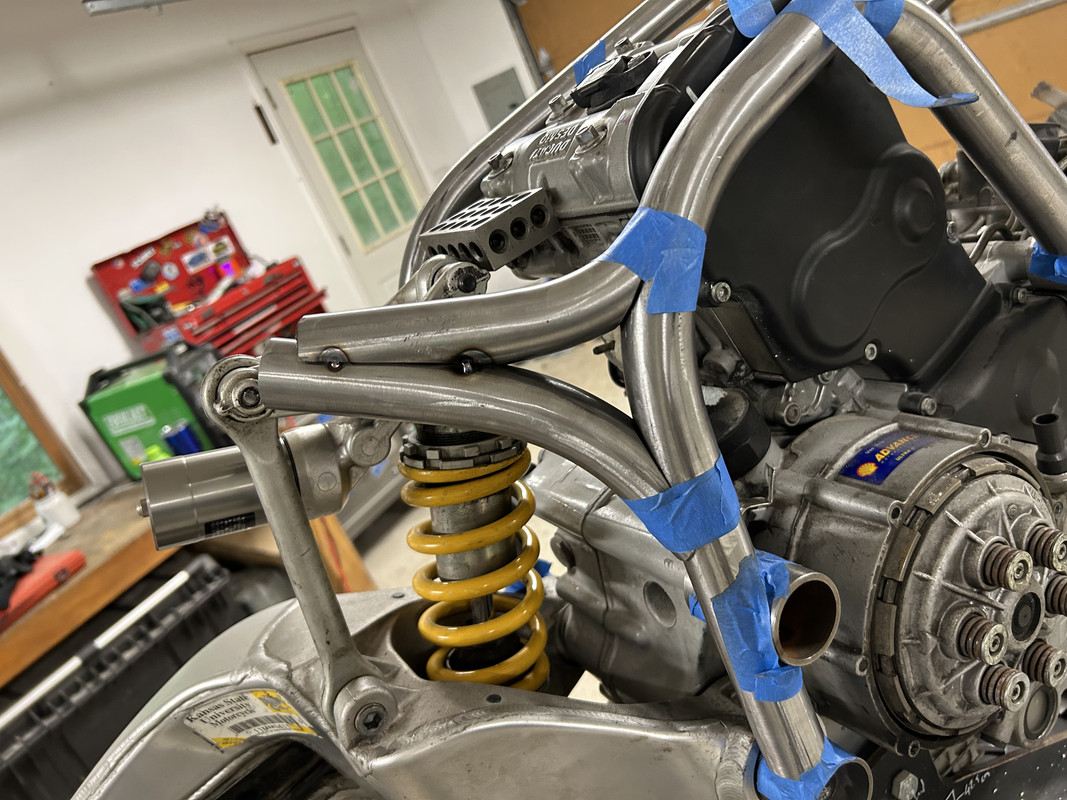
The project is an adjustable mount for holding frame tubes. I will share the design in a later thread as it progresses.
First the layout stage with plenty of math. Then the design was transposed to the AL.

Then onto the milling. I slowly felt "at home" at the mill after fumbling around with controls, speeds and feeds. Initially I broke two end mills until I began to appreciate what's possible and what's not.
The first operation was acceptable if a little rough:

However things quickly progressed and the finish on the second operation was far better.

Then it was time to pause while I assessed what tooling would be needed to complete this project. I will return to this... Tooling = $$ and hence a need to save a little...
Welding: I previously mentioned that my welding is not going well. Therefore I decided to bite the bullet and replace several torch pieces in a effort to fix the issue....clearly blaming my tools
The welder is an Everlast EXT210 TIG and usually works extremely well. I'm not the best welder (read fairly new) however I really want to improve my skills in this department prior to welding the frame. Therefore PLENTY of practice will be required along with some failure analysis
. Should be fun...
After rebuilding the torch, I collected an assortment of 4130 from the pile and decided to practice...First the tubes were coped..

Then onto the first weld:
It was cold in places and and hot in others. This is all down to torch angle. You can also see craters at the end of the weld, indicating I dumped the foot pedal as I finished
. You will also notice inconsistent width of the weld pool...this will come with practice.
.

After many tubes later things started to improve. I'm still cold in places while being hot in others...but i see progress. The out of focus top weld shows a common issue...the incorrect torch angle is dumping too much heat creating a dull weld with a large HAZ (Heat affected zone). To make things tougher I created difficult welding positions which really helped me focus on the weld pool. Towards the end things started to show progress. Still a LONG way to go...but I'm on the right path.

Anyway that's all for now folks....This adventure will be a LONG one......