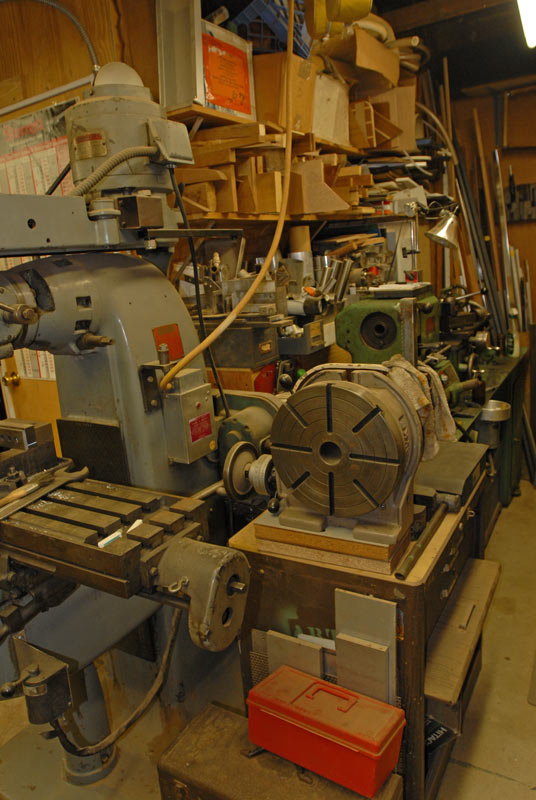
SanDan, nice part! What size is the rotary table that you are using? I need to get one, but I have minimal experience with using one and I'm struggling on what size to buy.
Bridgeport pattern mills are 12 and 16 inch Y axis. I've never used a rotab smaller than 12. To me, picking a rotab hinges on the Y axis; that is what limits capacity of turning a disc. A good alternate might be 10" with a
square subplate of 1/2" or 3/4" aluminum, square enlarges the clamping area and easier to find. Drill and tap an equally spaced dense matrix of clamping holes.
The unexpected drawback to a small table is when a subplate required for capacity. The locks and handwheel are hard to reach, the leverage of milling is outside the original envelope and makes climb milling difficult.
A part of machining is to manipulate tooling; lift table, engine hoist, overhead crane or a strong back.
I have a lift, commercially [Lucasey] made of SuperStrut/ Unistrut, a small cable winch, and 4 swivel casters. The lift surface is 1/4" x 1-1/4 cold roll bent to 90 and gusseted; the best feature. These arms attach with strut nuts, therefore can be preset as desired, even offset. The engineered capacity is 150 pounds.