Weld, weld, weld... what have we got here?

I finally got around to starting my welding cart project... I need to get the Hobart off of the old coffee cart so I can put tools and **** on it and roll it all around the shop...
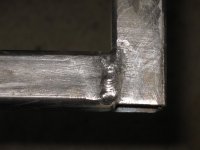
So... here are close ups of a few welds...
Not the best I've ever done, but definitely much better than the worst I've ever done. Good enough for me, and they'll definitely hold, especially once I actually get the cart closer to done, where I plan to weld the hell out of it at every joint until it really is one solid piece... (all I mean is going in and filling all empty joints... anything that can be welded will be welded)
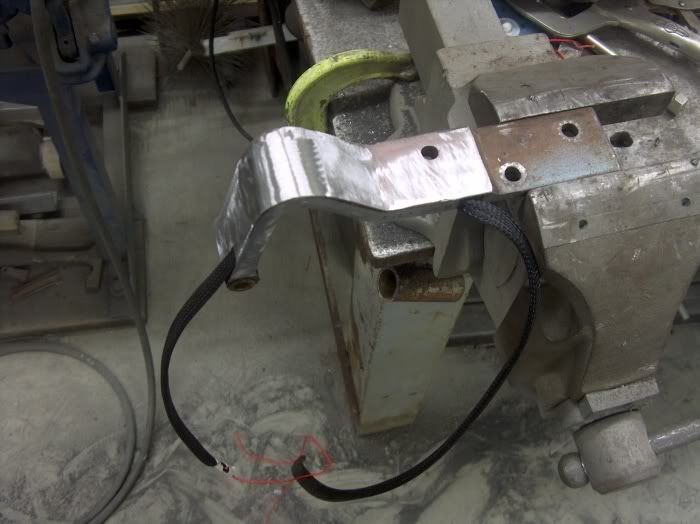
and an overall picture of the current cart progress... that stray piece of square tube with the welds on it is made of the cut off pieces that I'm too lazy to throw into the scrap bin... I'm making the last bottom support out of them...
Hiding in the bottom left corner, you can see part of the formerly pristine file cabinet that I'm going to use as the toolbox on my cart... it's already broken in... scratches and burnt paint... since I used it as a welding table...

Been grinding, welding, fabbing, and swearing all day yesterday and today... Still got a little more to do yet, most important would be mounting the casters... I will fab up gusset plates that will be welded on each bottom corner for more strength and support, and will drill and tap them for the 3/8"x16NC threads on the casters...
The casters I'm going to use are all swivel casters... the two with brakes will be on the front of the cart (which is where you look right at the control panel of the welding power source) so if I back it into a corner, I can still get to the locking casters to keep it from rolling over my *** in the middle of running a weld bead... if you put them on the back, I reckon you'd be pissed at yourself for doing so...

And yes, that's a can of gas way over yonder there... don't yell at me...
I'm using my Hobart Handler 140... running .035" flux core wire. I personally like flux core more than solid gas shielded wire on this kind of project... stronger and the nature of flux core and its slag just makes me take my time... however, the MIG process would be much more convenient on thin **** where the stop/start method is very handy... Slag and stop/start do not mix, according to my common sense. Not to mention how the slag from flux core likes to roll around to the backside of thin stuff... hmm...
My next project will be even more interesting... 1/8" or 3/16" plate front bumper for the Ranger... it'll be complete with provisions for a 12,000 pound winch and a set of KC Hilites Daylighters... and will be welded from the front and the back to ensure strength...
Gotta scoop up the material, and then I can do some CAD (cardboard aided design) and get the bumper looking right, then bring it all to the local CC where they have a CNC plasma cutting machine... much more accurate and mcuh less time consuming than cutting each piece with a cut off wheel.
I'll probably switch to the 10 pound spool of .030" flux core for that one, since I'm dead sure that a partial 2 pound spool of .035" ain't gonna be enough... since this thing will be running full out, I'll be taking the side off and putting a box fan in to cool it off good so the duty cycle should hopefully be extended. If that 'experiment' does work, then I might be rigging up a mini squirrel cage blower and a custom side cover... function over form... if something makes something better, I'll probably do it...


")